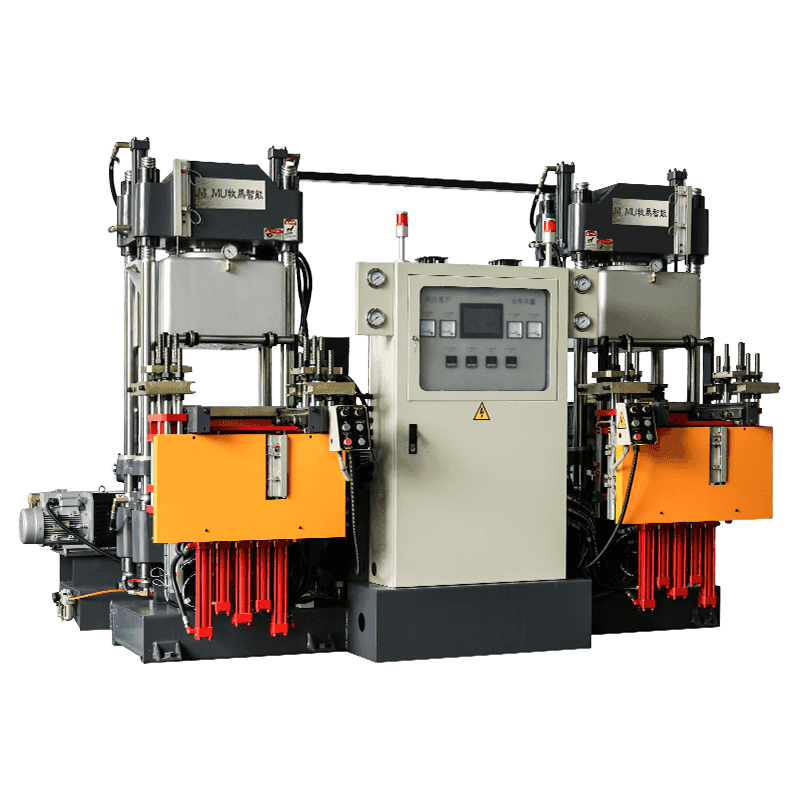
Come funziona una macchina per lo stampaggio a iniezione della gomma
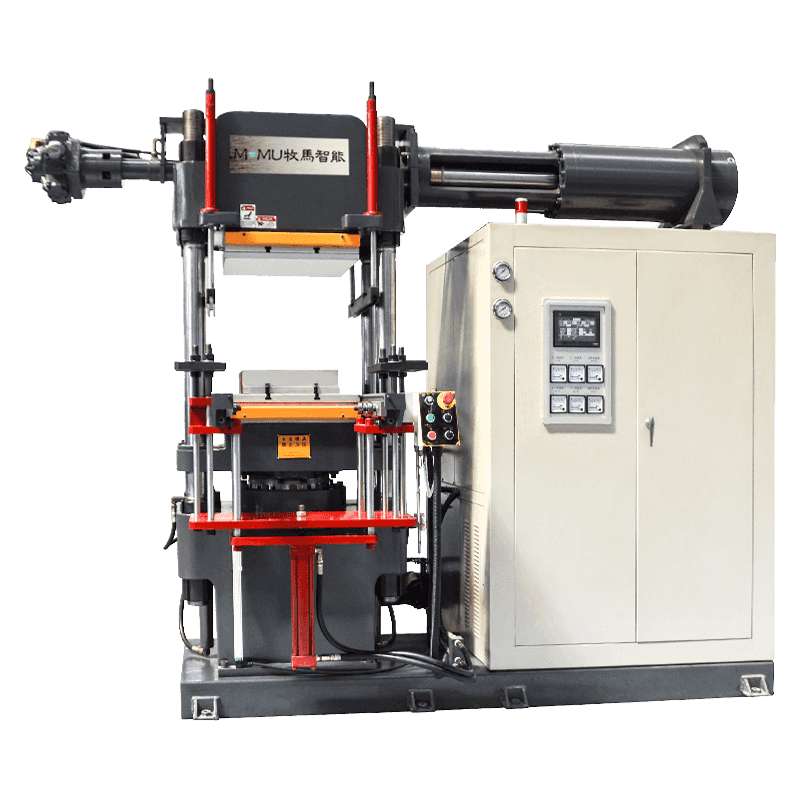
A macchina per lo stampaggio ad iniezione della gomma trasforma la mescola di gomma grezza in parti finite riscaldando il materiale e forzandolo sotto pressione in una cavità dello stampo chiusa. A differenza dello stampaggio a compressione, che posiziona la gomma grezza direttamente in uno stampo aperto, lo stampaggio a iniezione preplastifica la gomma in un cilindro riscaldato prima di iniettarla attraverso un ugello in uno stampo sigillato. Questo processo consente tempi di ciclo più rapidi, tolleranze più strette e minori sprechi di materiale, rendendolo particolarmente adatto alla produzione in grandi volumi di componenti tecnici in gomma.
La mescola di gomma viene generalmente alimentata nella macchina sotto forma di strisce o pellet. Una vite o uno stantuffo rotante muove il materiale attraverso il cilindro mentre gli elementi riscaldanti lo portano alla corretta temperatura di lavorazione. Una volta che la gomma raggiunge una viscosità ottimale, viene iniettata nella cavità dello stampo dove polimerizza sotto calore e pressione controllati prima di essere espulsa come parte finita.
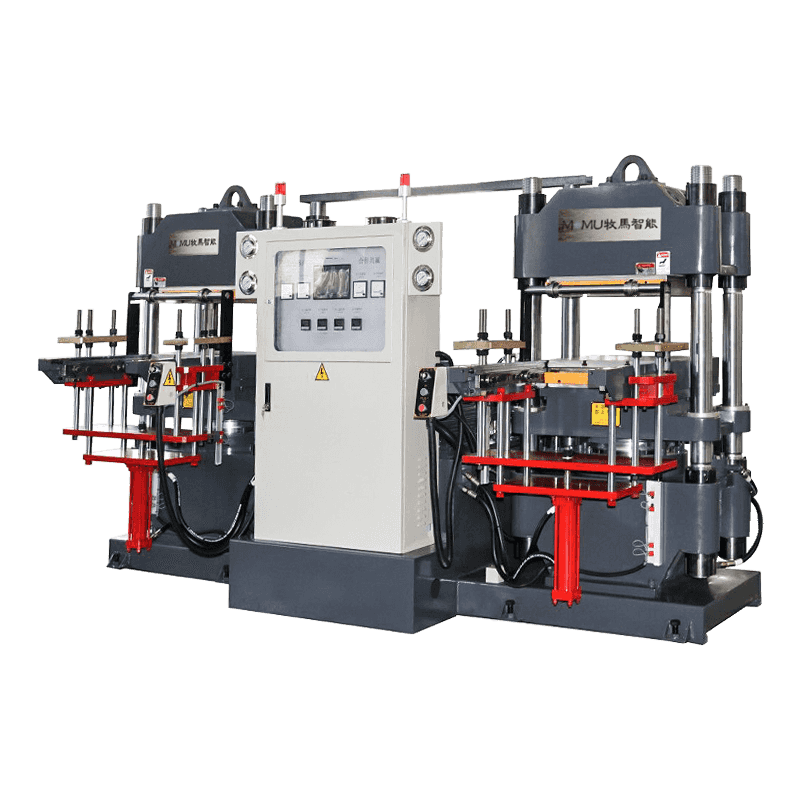
Componenti principali della macchina
Comprendere ciascun componente principale aiuta gli operatori a risolvere i problemi di produzione e a ottimizzare le impostazioni per diverse mescole di gomma e geometrie delle parti.
Parti essenziali e loro funzioni
- Gruppo iniezione: plastifica e inietta la mescola di gomma nello stampo
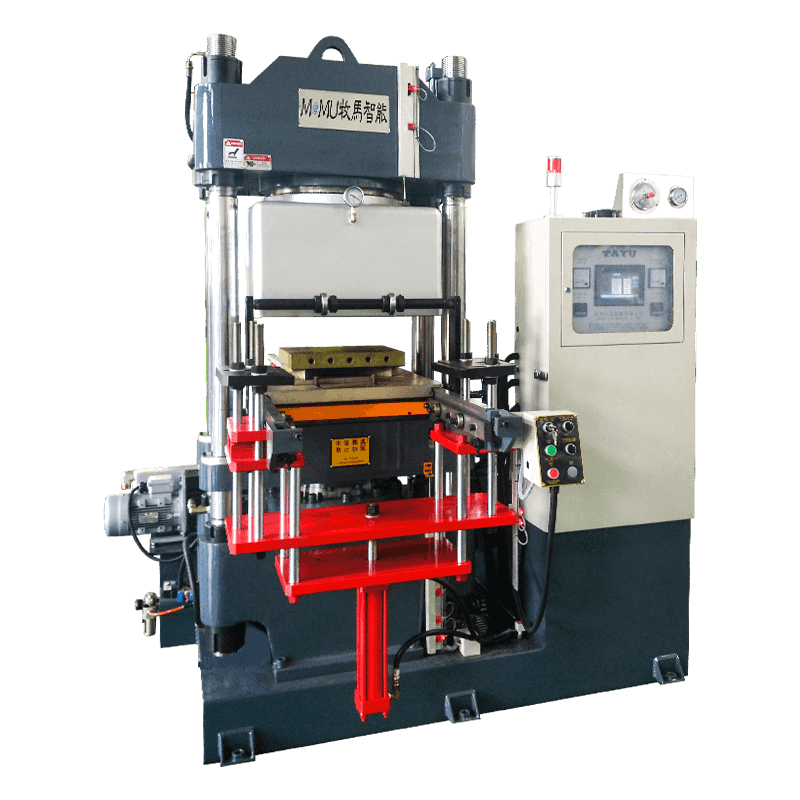
- Unità di chiusura: tiene insieme le metà dello stampo ad alta pressione durante l'iniezione e l'indurimento
- Sistema di riscaldamento: mantiene temperature precise del cilindro e dello stampo per una polimerizzazione costante
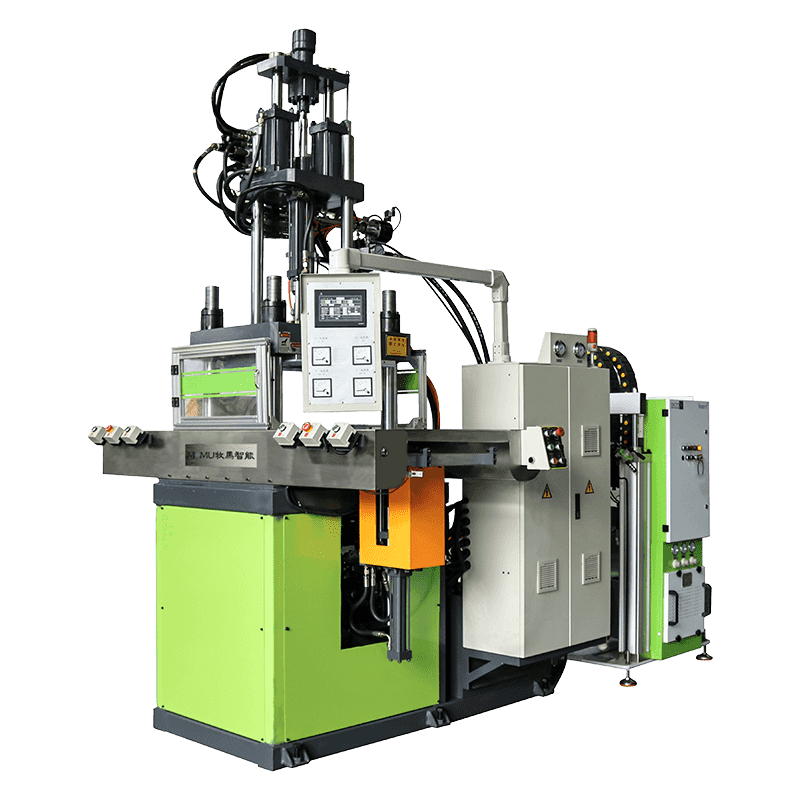
- Azionamento idraulico o elettrico: alimenta la rotazione della vite, l'iniezione e il movimento di bloccaggio
- Sistema di controllo: gestisce la temperatura, la pressione, la velocità di iniezione e la durata del ciclo
- Sistema di espulsione: rilascia il pezzo finito dallo stampo dopo la polimerizzazione
Le macchine moderne utilizzano sempre più sistemi di azionamento elettrici anziché puramente idraulici, offrendo un controllo più preciso sulla velocità di iniezione e riducendo il consumo di energia durante i periodi di inattività tra un ciclo e l'altro.

Confronto tra lo stampaggio a iniezione e altri metodi di stampaggio della gomma
I produttori che scelgono un processo di stampaggio dovrebbero valutare lo stampaggio a iniezione rispetto allo stampaggio a compressione e a trasferimento, poiché ciascun metodo offre vantaggi distinti a seconda della complessità della parte, del volume di produzione e del budget.
| Metodo | Tempo di ciclo | Rifiuti materiali | Ideale per |
| Stampaggio ad iniezione | Veloce | Basso | Parti complesse e ad alto volume |
| Stampaggio a compressione | Più lento | Più in alto | Forme semplici, volume basso |
| Stampaggio a trasferimento | Moderato | Moderato | Parti con inserti metallici |
Lo stampaggio a iniezione generalmente si rivela più conveniente su larga scala nonostante i costi iniziali di attrezzaggio più elevati, poiché i tempi di ciclo ridotti e i minori scarti compensano l’investimento iniziale su grandi cicli di produzione.
Applicazioni comuni in tutti i settori
Le macchine per lo stampaggio a iniezione della gomma producono un'ampia gamma di componenti utilizzati nella produzione automobilistica, medica, elettrica e di beni di consumo. Il processo è particolarmente apprezzato per le parti che richiedono tolleranze dimensionali strette o proprietà fisiche costanti su lotti di grandi dimensioni.
Prodotti Tipici Realizzati Tramite Stampaggio Ad Iniezione
- Guarnizioni, guarnizioni e anelli di tenuta per automobili
- Componenti di dispositivi medici come sigilli e tappi
- Connettori elettrici e parti isolanti
- O-ring e guarnizioni industriali
- Prodotti di consumo come impugnature, guarnizioni e coperture protettive
Poiché lo stampaggio a iniezione supporta stampi multi-cavità, i produttori possono produrre decine di parti identiche in un unico ciclo, aumentando significativamente la produttività rispetto alle configurazioni di stampaggio a compressione a cavità singola.
Fattori chiave che influiscono sulla qualità delle parti stampate
Il raggiungimento di parti in gomma uniformi e prive di difetti dipende dal controllo attento di diverse variabili di processo durante tutta la produzione. Piccole deviazioni di temperatura o pressione possono portare a difetti come bave, porosità o polimerizzazione incompleta.
Variabili critiche del processo da monitorare
La pressione e la velocità di iniezione determinano quanto completamente la gomma riempie la cavità dello stampo prima che inizi la polimerizzazione, con una pressione insufficiente che spesso causa colpi brevi o linee di saldatura deboli. La temperatura del cilindro e dello stampo deve rimanere entro l'intervallo consigliato dal produttore del composto, poiché il surriscaldamento può causare una polimerizzazione prematura all'interno del cilindro, nota come bruciatura, mentre un calore insufficiente porta a polimerizzazioni incomplete e proprietà meccaniche più deboli.
Anche il tempo di polimerizzazione gioca un ruolo significativo nella qualità delle parti e nell'efficienza della produzione. Estendere il tempo di polimerizzazione oltre quanto necessario riduce la produttività senza migliorare le prestazioni delle parti, mentre tagliandolo troppo breve si rischia che le parti sottopolimerizzate non superino i test di durabilità. I produttori in genere eseguono lotti di prova con tempi di polimerizzazione variabili per identificare l'equilibrio ottimale tra qualità ed efficienza del ciclo per ciascun composto specifico.
Suggerimenti per la manutenzione per prestazioni della macchina a lungo termine
La manutenzione ordinaria mantiene efficiente il funzionamento di una macchina per lo stampaggio a iniezione della gomma e aiuta a evitare tempi di fermo macchina non pianificati che possono interrompere i programmi di produzione. Stabilire una routine di manutenzione coerente prolunga inoltre la durata di servizio di componenti critici come viti, cilindri e stampi.
Le attività quotidiane dovrebbero includere la pulizia dei residui di gomma dall'ugello e dalle superfici dello stampo, poiché l'accumulo può causare difetti nelle parti successive e aumentare l'usura delle cavità dello stampo. I controlli settimanali dovrebbero verificare i livelli del fluido idraulico e ispezionare le guarnizioni per rilevare eventuali perdite, poiché i guasti del sistema idraulico sono tra le cause più comuni di tempi di fermo macchina imprevisti.
L'ispezione periodica degli elementi riscaldanti e dei sensori di temperatura garantisce letture accurate, poiché i sensori difettosi possono causare silenziosamente problemi di qualità molto prima di innescare un malfunzionamento visibile. Tenere registri dettagliati della manutenzione aiuta inoltre a identificare i modelli di usura nel tempo, consentendo ai gestori dell'impianto di pianificare la sostituzione delle parti in modo proattivo anziché rispondere reattivamente ai guasti.