Che cos'è una macchina di serraggio per stampi in silicone liquido?
A macchina per il serraggio di stampi in silicone liquido è un sistema specializzato di stampaggio a iniezione progettato specificamente per la lavorazione della gomma siliconica liquida (LSR). A differenza delle tradizionali macchine per lo stampaggio a iniezione di materiali termoplastici, le macchine di chiusura per LSR sono progettate per gestire le proprietà reologiche e termiche uniche del silicone liquido, un materiale bicomponente che rimane fluido a temperatura ambiente e vulcanizza (polimerizza) quando esposto al calore all'interno di uno stampo chiuso. La macchina serra insieme le metà dello stampo sotto una pressione controllata con precisione, inietta il composto LSR miscelato nella cavità dello stampo, applica calore per innescare la polimerizzazione e quindi si apre per rilasciare la parte finita.
Queste macchine sono ampiamente utilizzate nella produzione di dispositivi medici, componenti automobilistici, elettronica di consumo, prodotti per l'infanzia e applicazioni di tenuta industriale. La loro capacità di produrre parti in silicone altamente precise e prive di bave in grandi volumi con scarti minimi li rende un componente essenziale dell'attrezzatura ovunque siano richiesti componenti LSR su scala di produzione.
Come funziona il sistema di bloccaggio dello stampo nella lavorazione della LSR
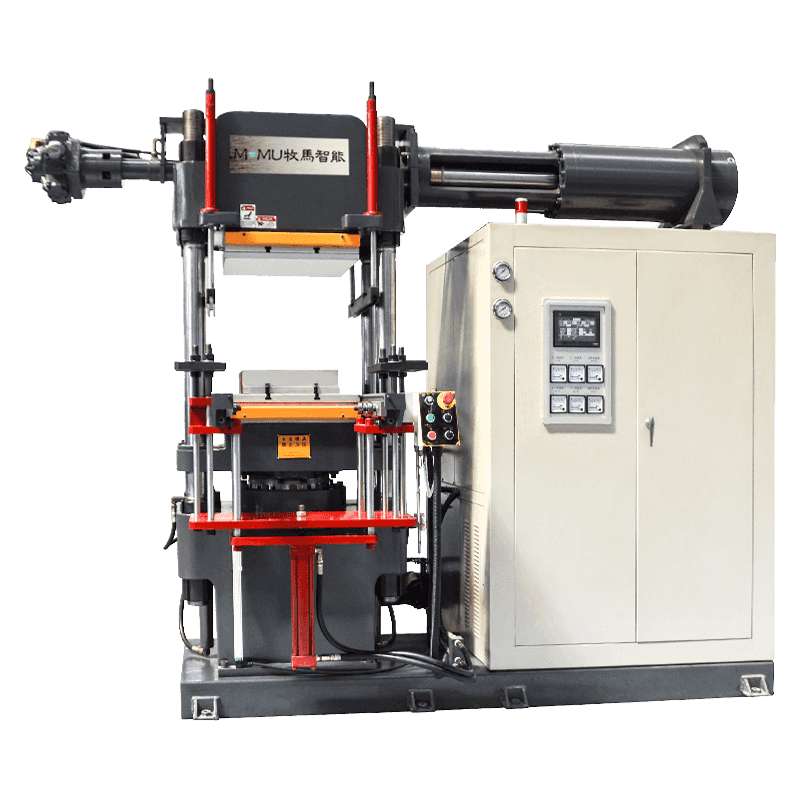
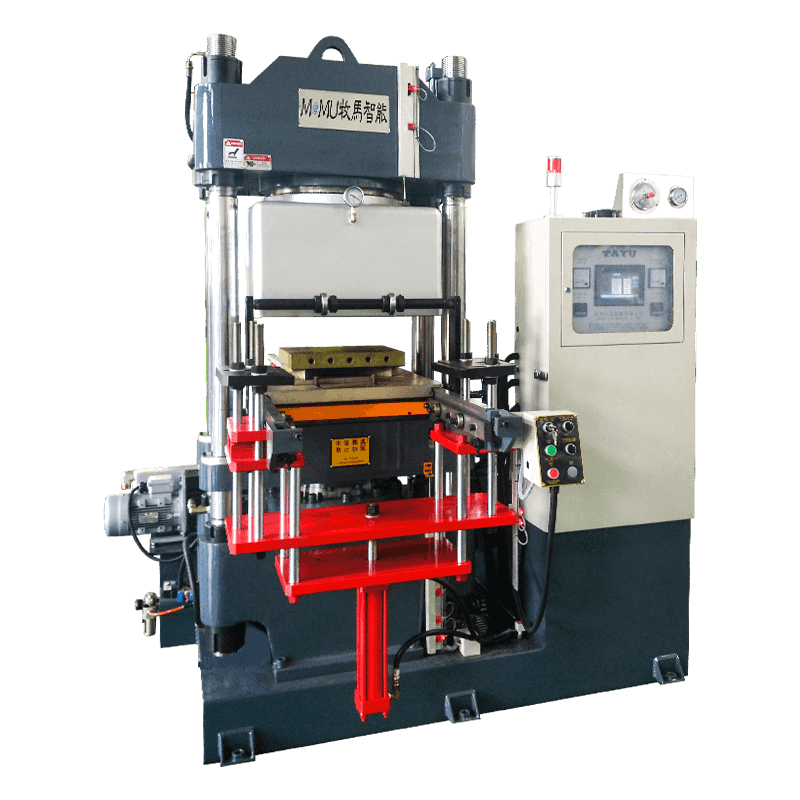
L'unità di chiusura dello stampo è il cuore strutturale di qualsiasi macchina per lo stampaggio ad iniezione di silicone liquido. La sua funzione principale è quella di tenere insieme le due metà dello stampo con una forza sufficiente per resistere alla pressione di iniezione applicata durante il riempimento del materiale. Nello stampaggio di LSR, la pressione di iniezione è generalmente inferiore rispetto a quella dello stampaggio termoplastico, ma il sistema di bloccaggio gioca comunque un ruolo fondamentale nel garantire una cavità dello stampo perfettamente sigillata che previene la bava, la sottile pellicola di materiale in eccesso che si forma sulle linee di giunzione quando la forza di bloccaggio è insufficiente.
La maggior parte delle macchine di bloccaggio per stampi in silicone liquido utilizzano un meccanismo di bloccaggio a ginocchiera idraulico o servoelettrico. Il sistema a ginocchiera moltiplica la forza generata dal cilindro idraulico o dal servomotore attraverso un collegamento meccanico, ottenendo un tonnellaggio di bloccaggio molto elevato con componenti dell'attuatore relativamente compatti. Durante l'iniezione, il sistema di bloccaggio blocca lo stampo in posizione chiusa, mantenendo una pressione costante durante tutto il ciclo di riempimento e polimerizzazione. Una volta completata la vulcanizzazione, la pinza si apre e un sistema di espulsione, tipicamente pneumatico o meccanico, rilascia il pezzo finito dalla cavità dello stampo.
Poiché l'LSR deve essere mantenuto freddo nel cilindro e nel sistema di iniezione (per evitare una polimerizzazione prematura) mentre lo stampo stesso viene riscaldato per innescare la vulcanizzazione, l'unità di bloccaggio deve ospitare una configurazione dello stampo isolata termicamente. Le piastre isolanti vengono generalmente installate tra lo stampo e le piastre della macchina per impedire il trasferimento di calore dallo stampo riscaldato alla struttura della macchina, proteggendo i componenti e mantenendo l'efficienza energetica.
Specifiche tecniche chiave da valutare
La scelta della corretta macchina per il bloccaggio di stampi in silicone liquido richiede un'attenta attenzione a una serie di parametri tecnici. Ciascuna specifica ha un impatto diretto sulla qualità delle parti stampate, sul tempo ciclo e sulla gamma di stampi e prodotti che la macchina può ospitare.
Specifiche della macchina principale
| Specifica | Intervallo/descrizione tipici |
| Forza di serraggio | da 50 kN a 10.000 kN (da 5 a 1.000 tonnellate) |
| Dimensioni della piastra | Varia in base al tonnellaggio della macchina; deve adattarsi alle dimensioni dello stampo |
| Intervallo di temperatura dello stampo | Da 150°C a 220°C (da 302°F a 428°F) |
| Tipo di unità di iniezione | Sistema di pompe dosatrici LSR dedicato (componenti A B) |
| Temperatura della canna | Raffreddato a 5°C–15°C per evitare una polimerizzazione prematura |
| Sistema di controllo | PLC con HMI touch-screen; parametri del ciclo programmabili |
| Spaziatura tra le barre di collegamento | Definisce la larghezza massima dello stampo che può essere installata |
| Apertura Diurna | Distanza massima tra i piani quando aperti |
La forza di bloccaggio è uno dei parametri più critici. Deve essere sufficiente a mantenere lo stampo sigillato contro la pressione di iniezione senza un serraggio eccessivo, che nel tempo può danneggiare le superfici di separazione dello stampo. Il calcolo della forza di bloccaggio richiesta comporta la moltiplicazione dell'area prevista delle cavità dello stampo per la pressione della cavità e l'aggiunta di un margine di sicurezza del 10–20% per tenere conto della variazione del processo.
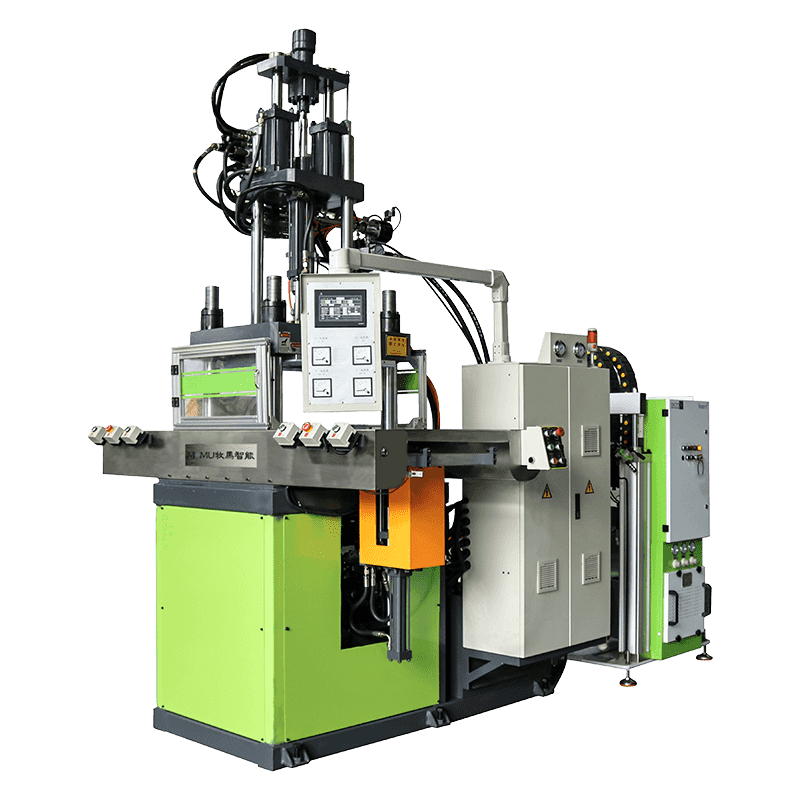
Il sistema di dosaggio e iniezione di LSR
A differenza dello stampaggio a iniezione di termoplastici in cui una singola resina viene fusa e iniettata, la lavorazione LSR richiede un sistema di dosaggio a due componenti che dosa e miscela con precisione il composto siliconico di base (componente A) e il catalizzatore di platino (componente B) in un rapporto 1:1 prima dell'iniezione. La macchina di bloccaggio per stampi in silicone liquido è generalmente abbinata a un'unità pompa dosatrice LSR dedicata che aspira dai fusti di alimentazione, dosa entrambi i componenti tramite pompe a ingranaggi o pompe a pistoni, li miscela attraverso un miscelatore statico e fornisce il composto miscelato al cilindro di iniezione.
Il cilindro di iniezione e la vite sono raffreddati ad acqua o a temperatura controllata per mantenere l'LSR a bassa temperatura, in genere tra 5°C e 15°C, prevenendo la vulcanizzazione prematura nel sistema di alimentazione. Il design delle viti per LSR è diverso dalle viti termoplastiche standard; tipicamente ha un rapporto di compressione inferiore e non dispone di anello di ritegno, poiché l'LSR non richiede plastificazione allo stesso modo e scorre facilmente a basso taglio. L'iniezione è controllata da un dosaggio volumetrico preciso anziché da un dosaggio a vite, garantendo la coerenza tra uno scatto e l'altro.

I sistemi di iniezione dei pigmenti sono spesso integrati nell'unità di dosaggio, consentendo di introdurre il colore in quantità precise direttamente nel flusso di materiale per prodotti LSR colorati senza contaminare i fusti di fornitura sfusa.
Requisiti di progettazione dello stampo per macchine di bloccaggio LSR
Lo stampo utilizzato in una macchina per il bloccaggio di stampi in silicone liquido presenta diversi requisiti di progettazione che differiscono notevolmente dagli stampi termoplastici. Poiché l'LSR ha una viscosità molto bassa e scorre facilmente sotto pressione, lo stampo deve essere lavorato con tolleranze estremamente strette sulla linea di giunzione, in genere entro 0,005 mm, per evitare la formazione di bave. Anche piccoli spazi sulla superficie di divisione consentono all'LSR di fuoriuscire, producendo sottili pellicole di silicone che devono essere rimosse manualmente e che riducono la qualità e la resa della parte.
Caratteristiche critiche della progettazione dello stampo LSR
- Sistemi a canale freddo: Gli stampi in LSR utilizzano spesso sistemi a canale freddo o a canale freddo con valvola per eliminare materozze e scarti del canale, poiché i canali LSR non possono essere riaffilati e riutilizzati una volta induriti.
- Sfiato del vuoto: I sistemi di vuoto sono integrati per evacuare l'aria dalla cavità dello stampo prima dell'iniezione, prevenendo l'intrappolamento di aria che causerebbe vuoti o riempimento incompleto nelle parti di precisione.
- Riscaldamento uniforme dello stampo: Gli elementi riscaldanti elettrici o i canali di riscaldamento a base di olio devono essere distribuiti uniformemente in tutto lo stampo per garantire una polimerizzazione uniforme in tutte le cavità negli strumenti multi-cavità.
- Piastre di isolamento termico: Installato tra la base dello stampo e le piastre della macchina per ridurre al minimo la perdita di calore verso la struttura della macchina e ridurre il consumo energetico durante la produzione.
- Sistemi di sformatura: Poiché il silicone polimerizzato è flessibile e aderente, gli stampi devono incorporare efficaci disposizioni dei perni di espulsione, piastre di estrazione o sformatura con getto d'aria per rilasciare le parti senza strappi o distorsioni.
Industrie e prodotti che si affidano alle macchine di bloccaggio per LSR
Le macchine di bloccaggio per stampi in silicone liquido servono una vasta gamma di settori, guidati dalla combinazione unica di proprietà offerte dall'LSR: biocompatibilità, resistenza alla temperatura, inerzia chimica, chiarezza ottica e flessibilità a lungo termine. La precisione e la ripetibilità del processo di bloccaggio e iniezione rendono queste macchine adatte ad applicazioni impegnative in cui la consistenza dimensionale e l'integrità del materiale non sono negoziabili.
- Dispositivi Medici: La biocompatibilità dell'LSR lo rende ideale per guarnizioni, valvole, cateteri, maschere respiratorie, componenti di apparecchi acustici e parti di dispositivi impiantabili che richiedono la conformità USP Classe VI o ISO 10993.
- Automotive: I cappucci delle candele, le guarnizioni, le tenute dei sensori e gli O-ring resistenti ai fluidi sono comunemente prodotti in LSR grazie alla sua capacità di resistere a temperature da -60°C a 200°C.
- Prodotti per neonati e neonati: Tettarelle, ciucci, dentici e accessori per l'alimentazione richiedono le proprietà di qualità alimentare, insapore e resistente alla sterilizzazione dell'LSR.
- Elettronica di consumo: Le membrane impermeabili della tastiera, le guarnizioni dei pulsanti, i cinturini per dispositivi indossabili e i passacavi beneficiano della flessibilità e della resistenza ambientale dell'LSR.
- Sigillatura industriale: Guarnizioni, diaframmi, soffietti e tenute personalizzati per pompe, valvole e sistemi di gestione dei fluidi nell'industria chimica e alimentare.
Vantaggi dell'utilizzo di una macchina di bloccaggio per stampi LSR dedicata
Mentre alcuni produttori tentano di adattare le macchine standard per lo stampaggio a iniezione di materiali termoplastici per la lavorazione dell'LSR, le macchine di bloccaggio per stampi in silicone liquido dedicate offrono sostanziali vantaggi operativi e qualitativi che giustificano l'investimento per qualsiasi operazione seria di produzione di LSR.
- Controllo del serraggio di precisione: I sistemi di bloccaggio appositamente realizzati forniscono un tonnellaggio costante e misurabile con capacità di regolazione fine, garantendo una sigillatura dello stampo ripetibile in ogni ciclo.
- Sistema integrato di iniezione a freddo: Il cilindro raffreddato e il gruppo vite sono progettati specificatamente per LSR, eliminando i compromessi richiesti durante l'adattamento delle apparecchiature termoplastiche.
- Produzione senza flash: Il parallelismo delle piastre ad alta precisione e la forza di bloccaggio controllata consentono uno stampaggio con bave zero o con bave minime, riducendo la manodopera post-elaborazione e gli sprechi di materiale.
- Cicli completamente automatizzati: L'integrazione con la rimozione robotizzata delle parti, i sistemi di ispezione visiva e i sistemi di trasporto consente la produzione a luci spente con un intervento minimo da parte dell'operatore.
- Registrazione dei dati di processo: Le moderne macchine di chiusura LSR registrano i dati relativi alla pressione di iniezione, alla temperatura dello stampo, al tempo di polimerizzazione e alla forza di chiusura per ogni ciclo, supportando la tracciabilità della qualità nei settori regolamentati.
Come selezionare la macchina giusta per la tua applicazione LSR
La scelta della corretta macchina per il bloccaggio di stampi in silicone liquido inizia con un'analisi dettagliata dei pezzi da produrre. L'area proiettata della disposizione della cavità dello stampo più grande determina la forza di bloccaggio minima richiesta. I requisiti del volume di iniezione, in base al peso della parte e al numero di cavità, determinano la capacità necessaria del sistema di dosaggio. Le dimensioni fisiche dello stampo (altezza, larghezza e altezza della pila) devono rientrare nelle dimensioni della piastra della macchina, nella spaziatura delle colonne e nelle specifiche di apertura della luce diurna.
Anche gli obiettivi di volume di produzione e le aspettative sui tempi di ciclo dovrebbero guidare la scelta della macchina. Gli stampi a cavitazione più elevata che funzionano su macchine con sistemi di bloccaggio servoelettrici possono ottenere tempi di ciclo a secco più rapidi e un funzionamento più efficiente dal punto di vista energetico rispetto alle alternative completamente idrauliche, con conseguente riduzione del costo per parte a volumi elevati. Per applicazioni mediche o regolamentate, prima dell'acquisto è essenziale verificare che la macchina supporti la registrazione dei dati conforme a 21 CFR Parte 11 o standard di documentazione di processo equivalenti.
Infine, l'assistenza post-vendita, la disponibilità dei ricambi e il supporto tecnico da parte del produttore vanno valutati con la stessa attenzione delle specifiche tecniche della macchina. Una macchina ben supportata con un'infrastruttura di servizio locale affidabile fornirà un valore a lungo termine significativamente migliore rispetto a un'alternativa a basso costo con accesso al supporto limitato, in particolare in ambienti di produzione ad alta richiesta dove i tempi di inattività non pianificati hanno un impatto diretto sugli impegni di consegna e sui costi operativi.