Ciò che rende lo stampaggio a iniezione di LSR fondamentalmente diverso
Lo stampaggio a iniezione di gomma siliconica liquida (LSR) è un processo di produzione di precisione che differisce dallo stampaggio a iniezione termoplastico convenzionale in quasi tutti i parametri critici. Laddove lo stampaggio termoplastico inietta un materiale riscaldato in uno stampo raffreddato per solidificarsi, lo stampaggio LSR fa il contrario: un composto siliconico liquido bicomponente freddo viene iniettato in uno stampo riscaldato dove subisce una reazione di reticolazione per addizione e vulcanizza permanentemente in una parte elastomerica flessibile e durevole. Questa inversione termica, ossia l’iniezione a freddo in uno stampo caldo, definisce l’intera architettura della macchina, la filosofia di progettazione dello stampo e la strategia di controllo del processo necessaria per una produzione di LSR di successo. Comprendere questa fondamentale inversione è il punto di partenza per chiunque debba specificare, utilizzare o progettare una macchina per lo stampaggio a iniezione di LSR.
I composti LSR vengono forniti come sistemi composti da due parti: la Parte A contiene il polimero di base con un catalizzatore al platino e la Parte B contiene il pacchetto reticolante e inibitore. Questi due componenti vengono conservati separatamente per evitare una polimerizzazione prematura, dosati in un rapporto 1:1 dal sistema di dosaggio della macchina, miscelati in un miscelatore statico immediatamente prima dell'iniezione e consegnati allo stampo in un flusso altamente controllato e condizionato termicamente. L'intero sistema di movimentazione e iniezione del materiale deve essere mantenuto a temperature comprese tra 5°C e 25°C per prevenire la gelificazione prematura, mentre lo stampo funziona contemporaneamente a una temperatura compresa tra 150°C e 220°C per favorire una rapida polimerizzazione completa. Gestire questo contrasto termico nella macchina e nello stampo è la sfida ingegneristica centrale dello stampaggio a iniezione di LSR.
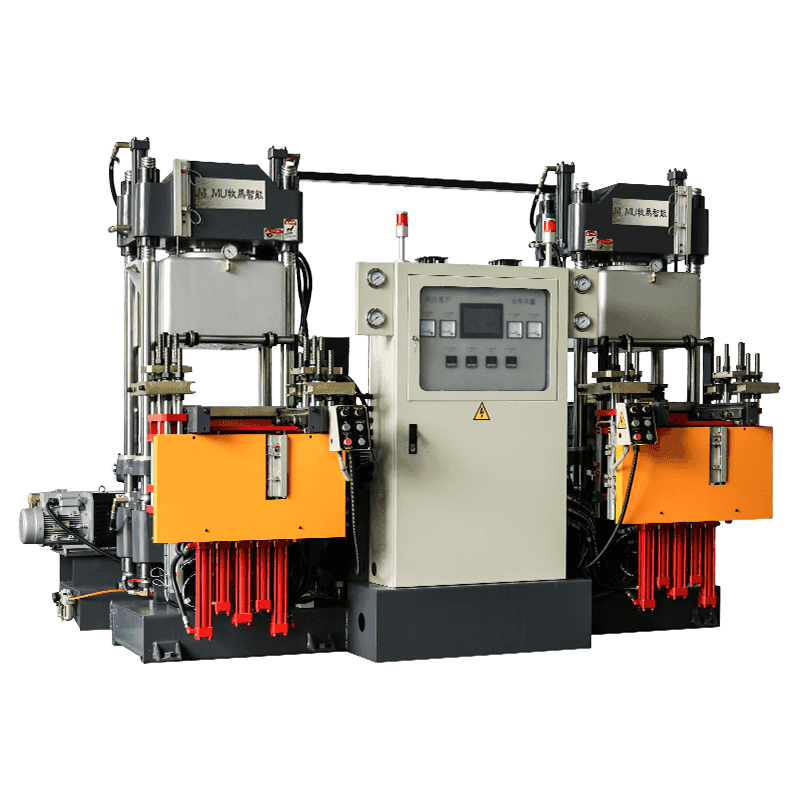
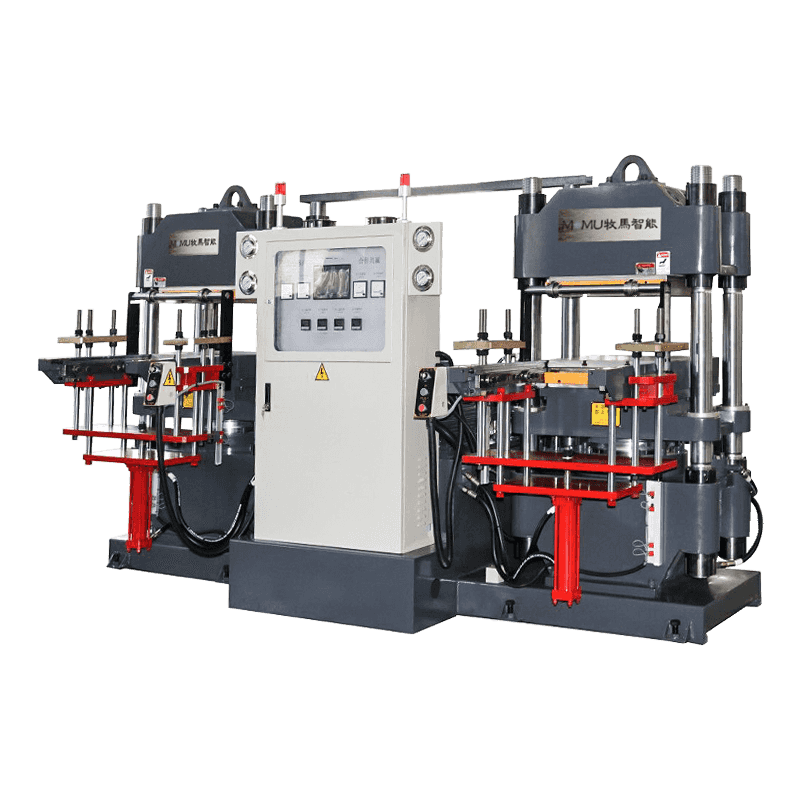
Componenti principali di una macchina per lo stampaggio a iniezione di LSR
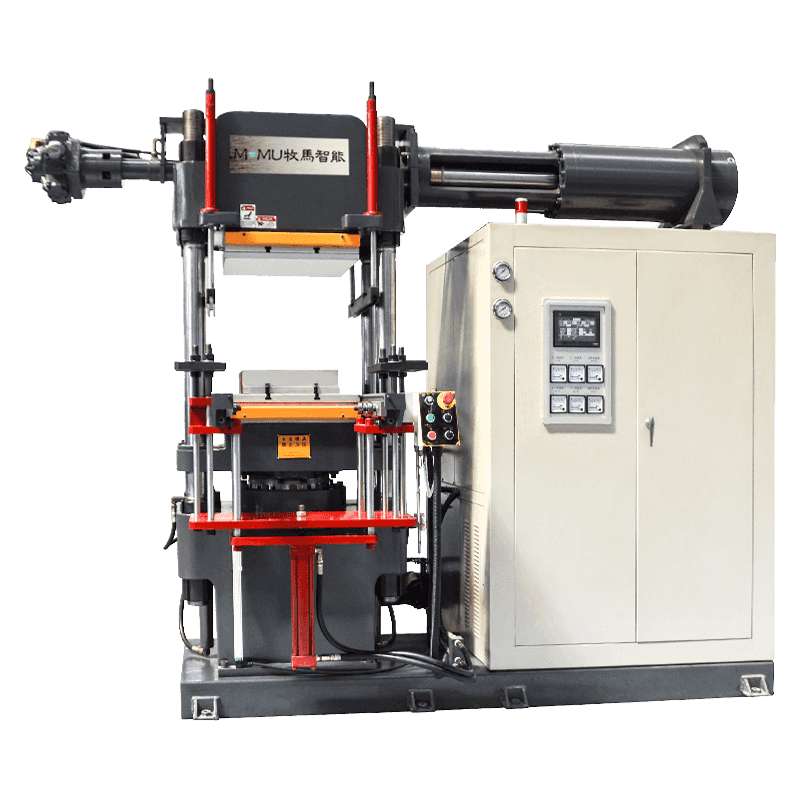
An Macchina per lo stampaggio ad iniezione di LSR è un sistema integrato comprendente diversi sottosistemi che devono funzionare in preciso coordinamento per fornire parti di qualità costante. A differenza di una macchina per iniezione termoplastica standard in cui il cilindro e la vite eseguono la plastificazione e l'iniezione, l'unità di iniezione della macchina LSR è appositamente costruita per gestire un liquido bicomponente a bassa viscosità e termicamente sensibile. Ciascun sottosistema svolge un ruolo specifico e non sostituibile nel processo.
Sistema di dosaggio e dosaggio a due componenti
Il sistema di dosaggio aspira la Parte A e la Parte B dai fusti o dai secchi di alimentazione utilizzando piastre premente che mantengono una pressione costante sulla superficie del materiale e impediscono l'intrappolamento di aria. Le pompe ad ingranaggi di precisione o le pompe dosatrici a pistone erogano entrambi i componenti simultaneamente con un rapporto volumetrico 1:1 controllato con precisione, con una precisione del rapporto generalmente mantenuta entro ±1% per garantire densità di reticolazione e durezza finale costanti. Molti sistemi incorporano anche una linea di dosaggio dei pigmenti, un terzo flusso di dosaggio che introduce masterbatch di colore o additivi funzionali nella testa di miscelazione a rapporti programmabili, consentendo una produzione multicolore o con dosaggio di additivi senza preparazione manuale del composto. I sensori di pressione e i misuratori di flusso in tutto il circuito di dosaggio forniscono un feedback in tempo reale che attiva allarmi e arresta la macchina se vengono rilevate deviazioni del rapporto o anomalie del flusso.

Sistema di miscelazione statica e canale freddo
Dopo il dosaggio, i due componenti passano attraverso un miscelatore statico monouso, un tubo contenente una serie di elementi di miscelazione elicoidali che dividono e ricombinano progressivamente i flussi di materiale fino al raggiungimento di una miscelazione omogenea completa, in genere entro 20-40 elementi di miscelazione a seconda della viscosità del composto e della qualità della miscela desiderata. Il composto miscelato entra quindi nel sistema a canale freddo nello stampo, che è un collettore isolato termicamente mantenuto alla stessa temperatura del cilindro di iniezione, in genere inferiore a 20°C, utilizzando circuiti di raffreddamento ad acqua che funzionano indipendentemente dal controllo della temperatura dello stampo caldo. Il canale freddo trattiene l'LSR non polimerizzato tra una stampata e l'altra, prevenendo sprechi di materiale e consentendo la rimozione automatica poiché il canale di colata e i canali freddi rimangono liquidi e vengono retratti con l'apertura dello stampo, senza lasciare scarti del canale freddo da rifilare o riciclare.
Cilindro di iniezione e vite alternativa
Il cilindro di iniezione riceve il composto LSR miscelato dal collettore del canale freddo e utilizza una vite alternativa a bassa compressione per accumulare una quantità di materiale e iniettarlo nelle cavità dello stampo. A differenza delle viti termoplastiche, progettate per generare calore attraverso il taglio, le viti di iniezione LSR hanno rapporti di compressione molto bassi (tipicamente da 1:1 a 1,2:1) e sono progettate per convogliare il materiale con un riscaldamento di taglio minimo per evitare l'innesco di una polimerizzazione prematura nel cilindro. L'intero gruppo cilindro è rivestito con raffreddamento ad acqua per mantenere la temperatura del materiale al di sotto della soglia di attivazione del catalizzatore al platino. La precisione delle dimensioni della iniezione è fondamentale nello stampaggio di LSR perché il materiale ha una viscosità molto bassa e si infiamma anche attraverso piccoli spazi se il volume di iniezione supera il volume della cavità: la pressione di iniezione tipica per LSR varia da 100 a 250 bar, notevolmente inferiore alle pressioni di iniezione termoplastica.
Principi di progettazione degli stampi specifici per la lavorazione della LSR
La progettazione degli stampi LSR segue principi che sono per molti aspetti l'inverso della progettazione degli stampi termoplastici. Poiché l'LSR si ritira leggermente durante la polimerizzazione (tipicamente un ritiro lineare del 2–4% a seconda del composto e delle condizioni di polimerizzazione) e ha una viscosità estremamente bassa nel suo stato non polimerizzato, lo stampo deve essere progettato con tolleranze della linea di giunzione più strette, strategie di ventilazione più aggressive e un'architettura termica che promuova una polimerizzazione rapida e uniforme in tutta la cavità. La costruzione dello stampo utilizza in genere acciaio per utensili temprato di grado P20 o H13, con superfici della cavità lucidate a Ra 0,05 µm o migliore per ottenere la finitura superficiale richiesta su parti LSR medicali, ottiche o di consumo.
Tolleranze della linea di giunzione e prevenzione delle sbavature
La bassa viscosità dell'LSR, generalmente compresa tra 50.000 e 300.000 mPa·s alla temperatura di iniezione, significa che penetrerà in spazi piccoli fino a 0,004 mm alla pressione di iniezione, producendo bave estremamente sottili, difficili da tagliare e inaccettabili nelle applicazioni di precisione. Le superfici della linea di giunzione devono essere levigate in modo piatto entro 0,005 mm sulla faccia dello stampo e la forza di bloccaggio deve essere sufficiente a mantenere la linea di giunzione chiusa contro la pressione della cavità durante l'iniezione e la polimerizzazione. La forza di bloccaggio richiesta viene calcolata in base all'area della parte proiettata e alla pressione di picco della cavità, con un fattore di sicurezza tipico applicato compreso tra 1,5 e 2. Per uno stampo LSR multicavità che produce piccoli componenti medicali, forze di chiusura comprese tra 50 e 150 tonnellate sono comuni anche per macchine con dimensioni di iniezione modeste.
Strategia di ventilazione per l'evacuazione dell'aria
L'aria intrappolata nelle cavità dello stampo LSR non può fuoriuscire attraverso il materiale come avviene in alcuni processi termoplastici in cui il gas viene assorbito nella massa fusa. L'aria intrappolata nell'LSR produce vuoti, riempimenti incompleti e difetti superficiali che sono particolarmente visibili nei composti LSR trasparenti o traslucidi. Nella progettazione degli stampi LSR vengono utilizzate due strategie di sfiato: sfiato passivo attraverso sfiati della linea di giunzione rettificati di precisione con una profondità compresa tra 0,003 e 0,005 mm posizionati nelle posizioni dell'ultimo riempimento e sfiato attivo del vuoto in cui una pompa a vuoto evacua le cavità chiuse dello stampo attraverso canali di sfiato dedicati immediatamente prima dell'iniezione. Lo stampaggio di LSR assistito dal vuoto è obbligatorio per parti dalla geometria complessa, pareti sottili inferiori a 0,5 mm o applicazioni in cui il contenuto di vuoti zero è un requisito di qualità, come nei componenti medici impiantabili.
Progettazione termica e layout dell'impianto di riscaldamento
La temperatura uniforme dello stampo è essenziale per una velocità di polimerizzazione costante in tutte le cavità, in particolare negli strumenti multi-cavità in cui la variazione di temperatura tra le cavità produce parti con diversa durezza, ritiro e proprietà meccaniche. I riscaldatori elettrici a cartuccia sono il metodo di riscaldamento più comune per gli stampi LSR, installati in schemi posizionati con precisione che raggiungono un'uniformità di temperatura entro ± 3°C sulla superficie della cavità se misurata in condizioni di produzione stazionarie. I termoregolatori dello stampo dedicati al funzionamento dell'LSR mantengono una precisione del setpoint di ±1°C e rispondono rapidamente all'estrazione del calore causata dall'iniezione di LSR freddo contro la superficie calda dello stampo a ogni ciclo. Il posizionamento della termocoppia entro 5 mm dalla superficie della cavità, anziché nella base dello stampo, fornisce un feedback più rappresentativo della temperatura della cavità e un controllo più rigoroso.
Parametri chiave del processo e loro effetto sulla qualità delle parti
Per controllare il processo di stampaggio a iniezione di LSR per produrre parti uniformi e prive di difetti è necessario comprendere come ciascun parametro del processo influenza il risultato finale. La tabella seguente riassume i parametri critici, i loro intervalli operativi tipici e gli attributi di qualità che influenzano principalmente:
| Parametro | Gamma tipica | Effetto di qualità primaria |
| Temperatura dello stampo | 150–220°C | Completezza della polimerizzazione, tempo di ciclo, ritiro |
| Velocità di iniezione | Velocità della vite 10–80 mm/s | Equilibrio di riempimento, intrappolamento d'aria, rischio di flash |
| Pressione di iniezione | 100–250 bar | Riempimento della cavità, sbavatura della linea di giunzione |
| Tempo di cura | 15-90 secondi | Proprietà meccaniche, lacerabilità del pezzo |
| Temperatura del materiale (barile) | 5–25°C | Pot life, prevenzione della gelificazione prematura |
| Rapporto di dosaggio (A:B) | 1:1±1% | Durezza, densità di reticolazione, compression set |
Il tempo di polimerizzazione è particolarmente influente perché le parti LSR non polimerizzate si strappano durante la sformatura, mentre una polimerizzazione eccessiva spreca tempo di ciclo senza migliorare significativamente le proprietà meccaniche una volta raggiunta la densità di reticolazione completa. Il tempo di polimerizzazione minimo per una data temperatura dello stampo viene stabilito attraverso uno studio di polimerizzazione in cui le parti vengono sformate a intervalli progressivamente più brevi e testate per la resistenza allo strappo e la deformazione a compressione fino all'identificazione del tempo di polimerizzazione minimo accettabile. Nella produzione, al tempo minimo di polimerizzazione viene aggiunto un margine di sicurezza del 10–15% per tenere conto della normale variazione del processo.
Progettazione di parti in LSR per stampabilità e prestazioni
La progettazione delle parti per lo stampaggio a iniezione di LSR richiede di tenere conto della combinazione unica di elevata elasticità, basso modulo e significativo ritiro di polimerizzazione del materiale. Diverse regole di progettazione si applicano specificamente all'LSR che differiscono dalle linee guida di progettazione della gomma siliconica termoplastica e stampata a compressione:
- Uniformità dello spessore della parete: L'LSR scorre facilmente nelle sezioni sottili, ma lo spessore delle pareti altamente non uniforme produce velocità di polimerizzazione differenziate e stress residuo che causano deformazioni dopo la sformatura. Mantenere la variazione dello spessore della parete entro un rapporto massimo di 3:1 (e idealmente 2:1) su tutta la parte riduce al minimo questo effetto. Le transizioni tra le sezioni spesse e sottili dovrebbero essere graduali con passaggi raggiati piuttosto che bruschi.
- Angoli di sformo per la sformatura: Sebbene l'elevata elasticità dell'LSR consenta di allungarlo sui sottosquadri e di estrarlo dallo stampo, gli angoli di spoglia da 3° a 5° per lato sulle pareti interne riducono la forza di sformatura richiesta e prolungano la durata dello stampo. Per le superfici strutturate o incollate, si consigliano angoli di sformo più elevati, compresi tra 5° e 10°, per evitare lacerazioni della struttura superficiale durante l'espulsione della parte.
- Posizione e dimensione del cancello: I punti di accesso LSR dovrebbero essere posizionati sulla sezione trasversale più spessa del pezzo per consentire al materiale di fluire da spesso a sottile, riducendo il rischio di colpi brevi in caratteristiche fini. I cancelli a tunnel e i cancelli a perno si autodistruggono in modo pulito nell'LSR grazie al recupero elastico del materiale, rendendoli preferiti rispetto ai cancelli sui bordi che lasciano segni di testimonianza che richiedono il taglio manuale.
- Compensazione del ritiro nelle dimensioni della cavità: L'LSR si ritira in modo lineare del 2–4% dopo la sformatura e la polimerizzazione post-stampa e le dimensioni della cavità devono essere ampliate del ritiro previsto per raggiungere le dimensioni della parte target. Il ritiro varia in base al durometro del composto, alla temperatura di polimerizzazione e alla geometria della parte, quindi le prove iniziali dello strumento sono essenziali per calibrare il ritiro effettivo per ogni specifico composto e progetto di stampo prima che lo strumento venga finalizzato.
Difetti comuni nello stampaggio di LSR e loro cause principali
Anche con stampi ben progettati e macchine adeguatamente configurate, lo stampaggio a iniezione di LSR è soggetto a una serie di difetti ricorrenti che richiedono una diagnosi sistematica e un adeguamento del processo per essere risolti. Identificare la causa principale di ciascun difetto, sia che risieda nella macchina, nello stampo, nel materiale o nei parametri di processo, è essenziale per implementare un'azione correttiva efficace piuttosto che mascherare il sintomo con modifiche compensative dei parametri.
- Flash: Il difetto più comune dell'LSR, causato da un'eccessiva pressione di iniezione, una forza di bloccaggio insufficiente, superfici della linea di giunzione usurate o fuori tolleranza o deflessione dello stampo sotto pressione nella cavità. Le azioni correttive includono la verifica dell'adeguatezza della forza di bloccaggio, la rimolatura delle superfici della linea di giunzione, la riduzione della velocità e della pressione di iniezione e il controllo della planarità della piastra dello stampo e delle condizioni del pilastro di supporto.
- Scatti brevi e riempimento incompleto: Causato da un volume di iniezione insufficiente, prese d'aria ostruite, intrappolamento d'aria o materiale parzialmente gelificato nella canna o nel canale freddo a causa dell'escursione termica. Il controllo e la pulizia dei canali di sfiato, la verifica delle temperature della canna e del canale freddo e l'aumento leggero del volume di iniezione sono i primi passi diagnostici.
- Strappo durante la sformatura: Indica una polimerizzazione insufficiente a causa di un tempo di polimerizzazione insufficiente o di una bassa temperatura dello stampo. Estendere il tempo di permanenza o aumentare la temperatura dello stampo di 5–10°C risolve la maggior parte dei problemi di lacerazione. Lacerazioni persistenti su geometrie complesse possono indicare un problema di progettazione dello stampo in cui la geometria della parte crea concentrazioni di sollecitazioni durante l'espulsione che richiedono modifiche al progetto.
- Variazione di durezza tra le cavità: Causato da una temperatura dello stampo non uniforme sulla piastra cavità, che produce velocità di polimerizzazione diverse in cavità diverse. La mappatura della termocoppia della superficie dello stampo durante la produzione identifica le zone calde e fredde e vengono apportate regolazioni al posizionamento del riscaldatore o alla distribuzione della potenza per ottenere l'uniformità termica entro le specifiche.