Macchine per stampaggio ad iniezione di isolanti rappresentano un progresso fondamentale nella produzione di componenti elettrici, in particolare per la produzione di materiali isolanti di alta qualità utilizzati nella trasmissione di potenza, nei sistemi di distribuzione e in varie applicazioni elettriche. Queste macchine specializzate combinano l'ingegneria di precisione con la tecnologia avanzata di lavorazione dei polimeri per creare componenti isolanti che soddisfano rigorosi standard di sicurezza elettrica e requisiti prestazionali. L’evoluzione di queste macchine ha trasformato il modo in cui i produttori affrontano la produzione di isolanti, consentendo volumi di produzione più elevati, migliore consistenza e proprietà dei materiali migliorate che sono essenziali per le moderne infrastrutture elettriche.
La domanda globale di isolanti elettrici affidabili continua a crescere man mano che le reti elettriche si espandono e i sistemi di energia rinnovabile proliferano. La tecnologia dello stampaggio a iniezione è emersa come il metodo di produzione preferito grazie alla sua capacità di produrre geometrie complesse con eccellente precisione dimensionale mantenendo le proprietà dielettriche critiche richieste per l'isolamento elettrico. Comprendere le capacità, i criteri di selezione e le considerazioni operative di queste macchine è essenziale per i produttori che cercano di ottimizzare i propri processi produttivi e di fornire sul mercato prodotti isolanti di qualità superiore.
Comprendere la tecnologia di base dietro lo stampaggio a iniezione degli isolanti
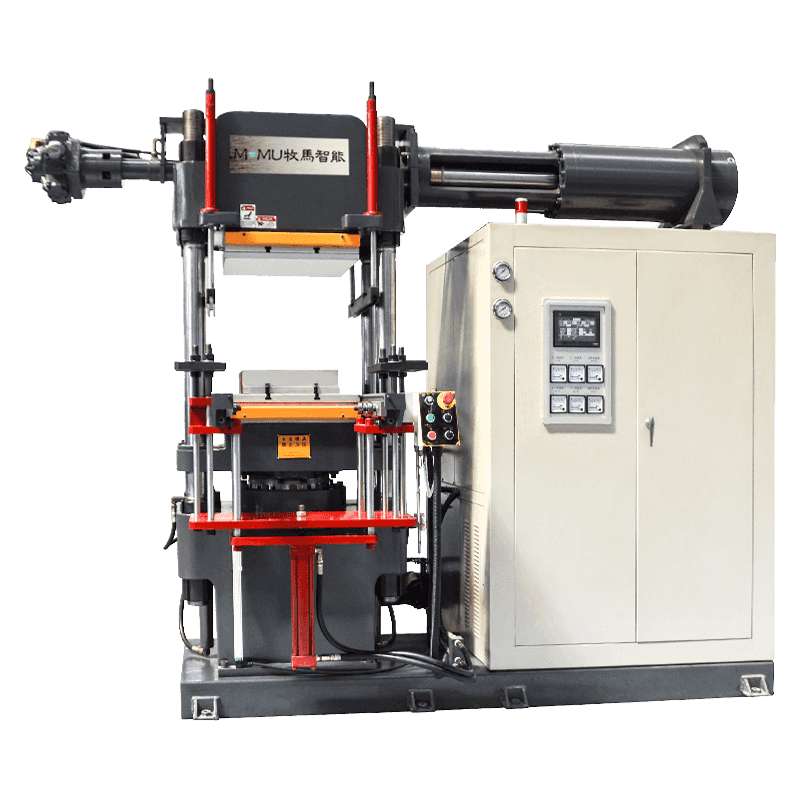
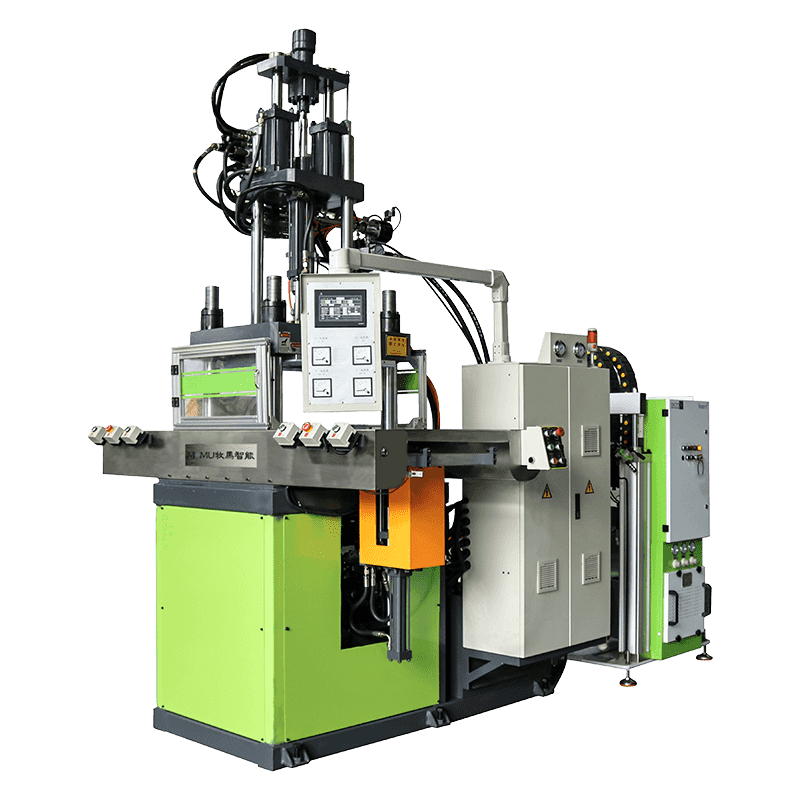
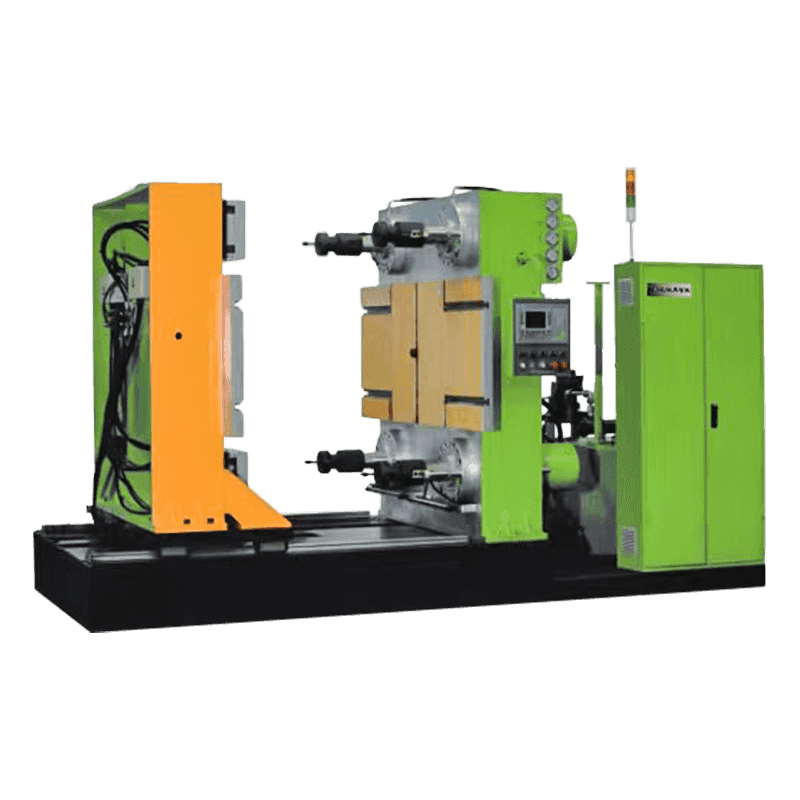
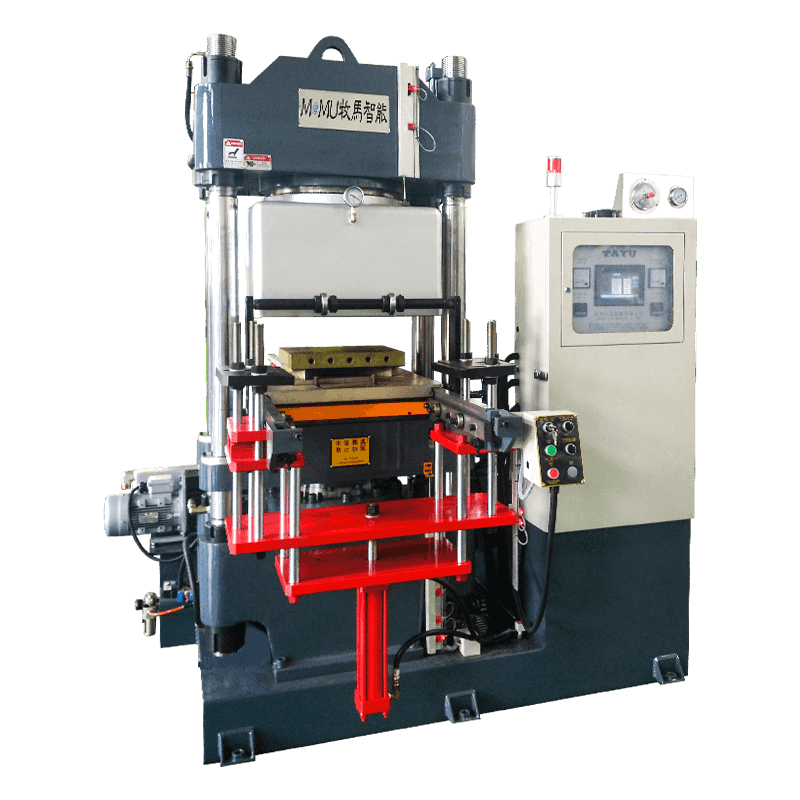
Le macchine per lo stampaggio ad iniezione di isolanti funzionano secondo principi fondamentali adattati specificatamente alla lavorazione di materiali termoplastici e termoindurenti con eccellenti proprietà isolanti. Il processo inizia con i materiali polimerici grezzi, tipicamente resine epossidiche, gomma siliconica, polietilene o altri composti specializzati, che vengono immessi in un barile riscaldato dove vengono fusi e omogeneizzati. Il materiale fuso viene quindi iniettato ad alta pressione in stampi di precisione che definiscono la forma e le dimensioni finali del componente isolante.
Ciò che distingue le macchine per lo stampaggio a iniezione di isolatori dalle apparecchiature di stampaggio a iniezione standard è la loro configurazione specializzata per la movimentazione di materiali con proprietà elettriche e termiche specifiche. Queste macchine incorporano precisi sistemi di controllo della temperatura che mantengono condizioni di lavorazione ottimali per i polimeri isolanti, che spesso hanno finestre di lavorazione ristrette. Le unità di iniezione sono progettate per gestire materiali con viscosità diverse e possono includere funzionalità come il degasaggio sotto vuoto per eliminare sacche d'aria che potrebbero compromettere la rigidità dielettrica.
Il sistema di bloccaggio di queste macchine deve fornire una forza sufficiente per mantenere gli stampi chiusi durante l'iniezione, adattando al contempo le caratteristiche di dilatazione termica dei materiali isolanti. Le macchine moderne sono generalmente dotate di sistemi di azionamento servoidraulici o completamente elettrici che offrono un controllo preciso su velocità di iniezione, pressione e tempo di tenuta, parametri che influenzano direttamente le proprietà elettriche, la resistenza meccanica e la finitura superficiale del prodotto finale.
Materiali chiave lavorati nello stampaggio a iniezione di isolatori
La selezione di materiali isolanti adeguati è fondamentale per il successo della produzione di isolanti. Diverse applicazioni richiedono materiali con specifiche proprietà elettriche, meccaniche e di resistenza ambientale. Comprendere questi materiali aiuta i produttori a selezionare la configurazione della macchina e i parametri di lavorazione corretti.
| Tipo materiale | Applicazioni primarie | Proprietà chiave |
| Resine epossidiche | Isolanti ad alta tensione, boccole | Eccellente rigidità dielettrica, stabilità termica |
| Gomma siliconica | Isolanti per esterni, accessori per cavi | Resistenza agli agenti atmosferici, idrofobicità, flessibilità |
| Polietilene (PE) | Isolamento cavi, componenti a bassa tensione | Bassa perdita dielettrica, resistenza all'umidità |
| Composti BMC/DMC | Parti dell'interruttore automatico, quadri | Resistenza all'arco, stabilità dimensionale |
Ciascuna categoria di materiale richiede configurazioni della macchina e parametri di lavorazione specifici. I materiali termoindurenti come le resine epossidiche e i composti BMC richiedono macchine con design delle viti e profili di riscaldamento specializzati per avviare e controllare il processo di polimerizzazione all'interno dello stampo. Questi materiali non possono essere rifusi una volta polimerizzati, rendendo il controllo del processo fondamentale per ridurre al minimo gli sprechi e garantire una qualità costante. Al contrario, i materiali termoplastici come il polietilene offrono flessibilità di ritrattamento ma richiedono un controllo preciso del raffreddamento per ottenere cristallinità e proprietà elettriche ottimali.
Specifiche critiche della macchina e criteri di selezione
La scelta della macchina per lo stampaggio a iniezione di isolatori appropriata richiede un'attenta considerazione di molteplici specifiche tecniche in linea con i requisiti di produzione e le caratteristiche del prodotto. La forza di serraggio rappresenta una delle specifiche fondamentali, che tipicamente varia da 50 a 2000 tonnellate per la produzione di isolanti. Questo parametro deve essere sufficiente a contrastare la pressione di iniezione ed evitare la separazione dello stampo, che causerebbe bave e imprecisioni dimensionali. La forza di bloccaggio richiesta dipende dall'area proiettata del pezzo e dalla pressione di iniezione necessaria per riempire geometrie complesse.
La capacità di iniezione e la dimensione del getto determinano la quantità massima di materiale che può essere iniettato in un singolo ciclo. Per la produzione di isolanti, questa specifica deve tenere conto non solo del volume del pezzo ma anche del sistema di canali e di eventuali scarti. Le macchine vengono generalmente selezionate con un utilizzo della capacità di pallini pari al 40-70% per garantire una plastificazione costante ed evitare il degrado del materiale dovuto a un tempo di permanenza eccessivo nella canna.
I seguenti fattori sono essenziali quando si valutano le specifiche della macchina:
- Design della vite e rapporto L/D adeguati allo specifico materiale isolante, con viti specializzate per composti termoindurenti con rapporti di compressione ridotti e valvole di non ritorno adatte per materiali reattivi
- Zone di controllo della temperatura con capacità di riscaldamento e raffreddamento sufficiente per mantenere profili termici precisi, particolarmente critici per i materiali con finestre di lavorazione strette
- Funzionalità di controllo della velocità e della pressione di iniezione che consentono profili di iniezione multistadio per ottimizzare i modelli di flusso e ridurre al minimo le sollecitazioni interne
- Sistemi di controllo della temperatura dello stampo in grado di mantenere temperature costanti su grandi superfici dello stampo, che spesso richiedono unità di controllo della temperatura esterne con funzionalità di riscaldamento e raffreddamento
- Sofisticazione del sistema di controllo con registrazione dei dati, monitoraggio dei processi e integrazione del controllo qualità per garantire tracciabilità e produzione coerente
Ottimizzazione dei processi produttivi per isolatori di qualità
Il raggiungimento di una qualità costante nella produzione di isolanti richiede un'ottimizzazione meticolosa dei parametri del processo di stampaggio a iniezione. La relazione tra le condizioni di lavorazione e le proprietà del prodotto finale è complessa, con molteplici variabili che interagiscono per influenzare le prestazioni elettriche, la resistenza meccanica e l'accuratezza dimensionale. La gestione della temperatura rappresenta forse il fattore più critico, in quanto influenza le caratteristiche del flusso del materiale, le velocità di polimerizzazione dei materiali termoindurenti e il comportamento di cristallizzazione nei materiali termoplastici.
I profili di temperatura del barile devono essere stabiliti attentamente in base al materiale specifico da lavorare. Per gli isolanti a base epossidica, le temperature vengono generalmente mantenute tra 80 e 120°C per mantenere la resina fluida senza indurire prematuramente. Le temperature dello stampo per i materiali termoindurenti sono significativamente più elevate, spesso 150-180°C, per facilitare la polimerizzazione completa entro tempi di ciclo accettabili. Queste temperature elevate dello stampo richiedono sistemi di riscaldamento e isolamento specializzati per mantenere la stabilità termica e la sicurezza dell'operatore.

Ottimizzazione della velocità di iniezione e della pressione
La fase di iniezione ha un impatto critico sulla struttura interna del prodotto finale e sulla qualità della superficie. Elevate velocità di iniezione possono causare getti, segni di flusso ed eccessivo riscaldamento di taglio, che possono degradare il polimero o creare interfacce deboli. Al contrario, un’iniezione eccessivamente lenta può comportare un riempimento incompleto, soprattutto in geometrie complesse con sezioni sottili o percorsi di flusso lunghi. I profili di iniezione multistadio consentono ai produttori di bilanciare questi requisiti concorrenti, utilizzando velocità più elevate per il riempimento in massa seguite da velocità più lente quando lo stampo si avvicina al completamento.
La pressione e il tempo di mantenimento garantiscono un adeguato riempimento della cavità dello stampo mentre il materiale si raffredda e si restringe. Per gli isolanti, un imballaggio adeguato è essenziale per ridurre al minimo i vuoti e mantenere le tolleranze dimensionali. La pressione di mantenimento varia tipicamente dal 40 al 70% della pressione massima di iniezione e viene mantenuta fino alla solidificazione del punto di iniezione, prevenendo il riflusso e compensando il ritiro volumetrico.
Considerazioni sulla progettazione dello stampo per isolanti elettrici
Lo stampo rappresenta un componente critico nel sistema di stampaggio a iniezione degli isolanti, poiché influenza direttamente la qualità del prodotto, l'efficienza produttiva e i costi di produzione. Gli stampi per isolanti devono essere progettati prestando particolare attenzione ai requisiti elettrici, incorporando caratteristiche che promuovano una distribuzione uniforme del materiale, riducano al minimo le concentrazioni di stress e facilitino il riempimento completo di geometrie complesse come capannoni, nervature e interfacce hardware di montaggio.
La progettazione e la posizione del cancello influiscono in modo significativo sulle proprietà del prodotto finale. Per gli isolanti, i cancelli sono generalmente posizionati per garantire un riempimento bilanciato e ridurre al minimo le linee di saldatura nelle aree ad alto stress. È possibile utilizzare sistemi a porte multiple per isolatori di grandi dimensioni per ridurre le pressioni di iniezione e migliorare la distribuzione del materiale. Il tipo di punto di accesso, sia esso bordo, sottomarino o canale caldo, deve essere selezionato in base alle caratteristiche del materiale, alla geometria della parte e ai requisiti estetici.
Lo sfiato è particolarmente critico per gli stampi isolanti a causa dei requisiti dielettrici del prodotto finale. L'aria intrappolata può creare vuoti che concentrano lo stress elettrico e portare a guasti prematuri. Canali di ventilazione adeguati, in genere profondi 0,02-0,05 mm, devono essere incorporati nei punti di terminazione del flusso e attorno ai perni centrali, pur essendo sufficientemente profondi da impedire la formazione di bave di materiale.
Standard di controllo e test di qualità
La garanzia della qualità nella produzione di isolanti va oltre la verifica dimensionale e comprende test elettrici e convalida delle proprietà dei materiali. Le moderne operazioni di stampaggio a iniezione di isolatori incorporano sistemi di monitoraggio in linea che tengono traccia dei parametri critici del processo in tempo reale, fornendo un feedback immediato sulla stabilità del processo e consentendo un intervento rapido quando si verificano deviazioni.
I protocolli di test elettrici per gli isolanti stampati includono generalmente test di rigidità dielettrica, che verificano la capacità del materiale di resistere a livelli di tensione specificati senza guasti. Questo test viene eseguito su parti campione di ciascun lotto di produzione utilizzando apparecchiature di prova calibrate ad alta tensione. Ulteriori test elettrici possono includere misurazioni della resistività superficiale e del volume, valutazione della resistenza di tracciamento e test di scarica parziale per applicazioni ad alta tensione.
I test sulle proprietà meccaniche garantiscono che gli isolanti possano resistere alle sollecitazioni di installazione e ai carichi di servizio. I test comuni includono misurazioni della resistenza alla trazione, alla flessione e alla resistenza all'impatto. I test ambientali simulano gli effetti dell'invecchiamento attraverso l'invecchiamento accelerato, i cicli termici e l'esposizione a sostanze chimiche o radiazioni UV, convalidando l'affidabilità delle prestazioni a lungo termine dell'isolante.
Migliori pratiche operative e di manutenzione
Il mantenimento delle macchine per lo stampaggio a iniezione degli isolanti in condizioni ottimali richiede programmi sistematici di manutenzione preventiva che riguardano sia i sistemi meccanici che quelli termici. L'ispezione e la manutenzione regolari prevengono tempi di fermo imprevisti e garantiscono una qualità costante del prodotto. I sistemi idraulici richiedono cambi periodici dell'olio, sostituzioni dei filtri e test della pressione per mantenere un controllo reattivo e prevenire la contaminazione. Le macchine servoelettriche necessitano di ispezioni regolari di viti a ricircolo di sfere, guide lineari e componenti elettrici per garantire precisione e affidabilità.
L'assemblaggio del cilindro e della vite richiede particolare attenzione a causa della loro esposizione alle alte temperature e ai riempitivi abrasivi comuni nei composti isolanti. L'ispezione regolare dei modelli di usura, le corrette procedure di spurgo tra i cambi di materiale e la sostituzione tempestiva dei componenti usurati prevengono problemi di qualità e contaminazione dei materiali. I sensori di temperatura e gli elementi riscaldanti devono essere calibrati periodicamente per garantire un controllo termico accurato.
La formazione degli operatori rappresenta un aspetto spesso sottovalutato del successo della produzione di isolanti. Il personale ben addestrato è in grado di identificare i primi segnali di allarme di deviazione del processo, rispondere in modo appropriato ai problemi di qualità e ottimizzare le impostazioni della macchina per nuovi prodotti o materiali. Programmi di formazione completi dovrebbero coprire il funzionamento della macchina, i protocolli di sicurezza, la movimentazione dei materiali, le procedure di ispezione della qualità e le tecniche di base per la risoluzione dei problemi. La documentazione dei parametri di processo, delle attività di manutenzione e delle metriche di qualità consente il miglioramento continuo e fornisce dati preziosi per l'ottimizzazione dei processi e la risoluzione dei problemi.