La gomma in silicone liquido (LSR) è diventata un materiale ampiamente usato in settori come dispositivi medici, automobili, elettronici e beni di consumo grazie alla sua flessibilità, durata e resistenza al calore. Per produrre componenti LSR di alta qualità, i produttori si affidano Macchine a stampo in silicone liquido , che sono macchine specializzate di stampaggio a iniezione progettate per gestire le proprietà uniche del silicone. Una corretta manutenzione e risoluzione dei problemi di queste macchine sono fondamentali per garantire una qualità costante del prodotto, massimizzare l'efficienza della produzione e ridurre i tempi di inattività.
Questo articolo fornisce una guida dettagliata per la manutenzione e la risoluzione dei problemi di serraggio a stampo di silicone liquido, evidenziando pratiche chiave, problemi comuni e strategie preventive per gli operatori e il personale di manutenzione.
1. Comprensione della macchina per serraggio dello stampo in silicone liquido
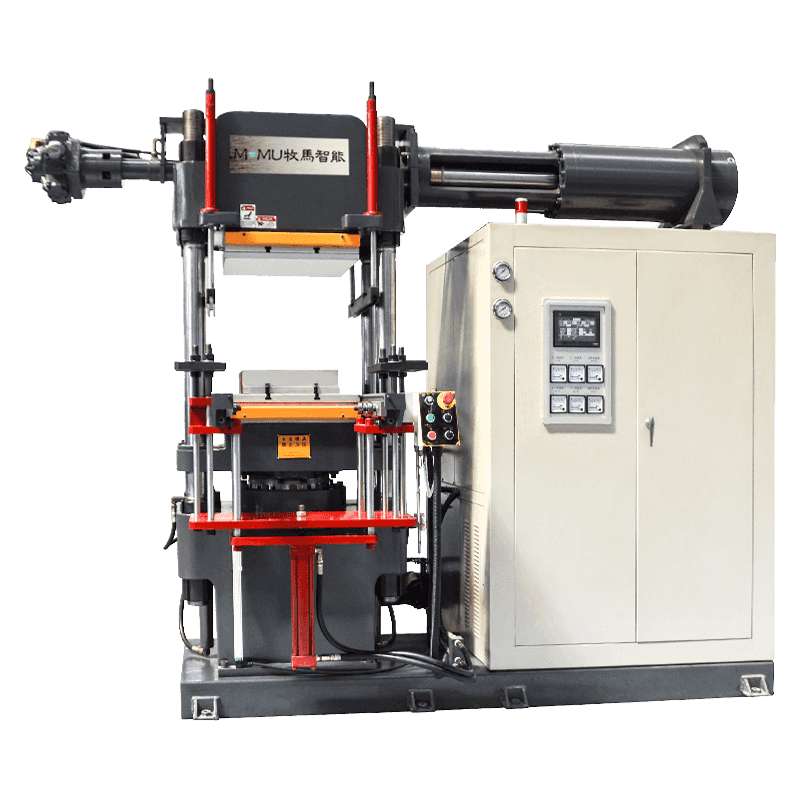
UN clemping stampo in silicone liquido è progettato per iniettare e modellare gomma silicone liquida a due componenti in forme specifiche con alta precisione. La macchina è in genere costituita da diversi sistemi chiave:
- Unità di serraggio: Detiene e protegge lo stampo durante l'iniezione per garantire dimensioni della parte coerenti e prevenire la formazione del flash.
- Unità di iniezione: Fornisce quantità precise di silicone liquido nella cavità dello stampo sotto pressione e temperatura controllate.
- Sistema di riscaldamento e raffreddamento: Mantiene la temperatura ottimale dello stampo e del materiale per la cura e il rilascio delle parti.
- Sistema di controllo: Monitor e regola la velocità di iniezione, la pressione, la temperatura e la forza di serraggio per ottenere una qualità costante.
Poiché l'LSR si comporta in modo diverso dalla termoplastica, le macchine devono funzionare in condizioni specifiche, tra cui temperatura precisa dello stampo, velocità di iniezione e forza di serraggio, rendendo la manutenzione e la risoluzione dei problemi critici per una produzione affidabile.
2. Pratiche di manutenzione di routine
Una corretta manutenzione è essenziale per la longevità e le prestazioni di una macchina per il serraggio dello stampo in silicone liquido. Di seguito sono riportate le principali pratiche di manutenzione:
2.1 Manutenzione giornaliera
- Pulisci le superfici della macchina: Rimuovere eventuali residui di silicone dall'ugello di iniezione, superfici dello stampo e tavolo macchina. Il silicone può essere appiccicoso e può interferire con l'allineamento dello stampo o causare il flash se non pulito.
- Controllare i livelli di olio idraulico: Assicurarsi che il sistema idraulico abbia olio adeguato e che la qualità dell'olio soddisfi le specifiche del produttore. L'olio basso o contaminato può ridurre l'efficienza di serraggio e portare a una qualità incoerente.
- Ispezionare l'allineamento dello stampo: Verificare che le metà dello stampo siano correttamente allineate nell'unità di serraggio per prevenire il blocco irregolare e i difetti del prodotto.
- Parti in movimento lubrificanti: UNpply manufacturer-recommended lubricants to guide rails, bearings, and mechanical linkages to reduce wear and prevent mechanical failure.
2.2 Manutenzione settimanale
- Ispezionare i tubi idraulici e le connessioni: Cerca perdite, crepe o raccordi allentati, che possono compromettere la forza di bloccaggio e la sicurezza della macchina.
- Controllare le unità di controllo della temperatura: Assicurarsi che i riscaldatori di stampo e i sensori di temperatura funzionino correttamente per mantenere la cura uniforme.
- Esamina i componenti elettrici: Ispezionare il cablaggio, i connettori e i sensori per segni di usura, corrosione o surriscaldamento.
2.3 Manutenzione mensile
- Accuratezza della forza di serraggio del test: Utilizzare strumenti di calibrazione per verificare che l'unità di bloccaggio stia esercitando la forza corretta sullo stampo. Ciò è fondamentale per prevenire il flash e garantire la coerenza delle parti.
- Sostituire guarnizioni e guarnizioni usurate: Le guarnizioni idrauliche e le guarnizioni dello stampo possono degradarsi nel tempo a causa del calore e della pressione, causando potenzialmente perdite o serrazioni irregolari.
- Pulire e ispezionare unità di iniezione: Smontare l'ugello di iniezione e lo stantuffo se necessario per rimuovere l'accumulo di silicone che potrebbe impedire il flusso.
2.4 Manutenzione annuale
- Revisione del sistema idraulico: Sostituire olio idraulico, filtri e componenti usurati per mantenere l'efficienza.
- Aggiornamento del software del sistema di controllo: Assicurarsi che il sistema di controllo della macchina stia eseguendo l'ultima versione del software per beneficiare di prestazioni e diagnostici migliorate.
- Ispezione meccanica completa: Controllare le condizioni di binari di guida, cuscinetti, viti e piastre di serraggio per segni di usura o disallineamento.

3. Problemi di risoluzione dei problemi comuni
Anche con una corretta manutenzione, gli operatori possono riscontrare problemi durante la produzione di LSR. Comprendere i problemi comuni e le loro soluzioni può ridurre al minimo i tempi di inattività.
3.1 Formazione flash
Sintomi: L'eccesso di silicone esta dalla cavità dello stampo, creando materiale indesiderato attorno ai bordi parte.
Cause:
- Forza di serraggio insufficiente
- Stampi usurati o disallineati
- Pressione o velocità di iniezione errata
Soluzioni: - Aumentare gradualmente la forza di serraggio e assicurarsi che le metà della muffa siano adeguatamente allineate
- Ispezionare i bordi dello stampo e sostituire guarnizioni o guarnizioni usurate
- UNdjust injection speed and pressure according to material specifications
3.2 colpi brevi (riempimento incompleto)
Sintomi: Le cavità della muffa sono parzialmente riempite, risultando in parti incomplete.
Cause:
- Bassa pressione di iniezione
- Ugello di iniezione bloccato
- Temperatura errata dello stampo o viscosità in silicone
Soluzioni: - Aumentare la pressione di iniezione entro i limiti raccomandati
- Ugello pulito e unità di iniezione per rimuovere gli ostruzioni
- UNdjust mold temperature and verify silicone mixture ratio
3.3 Parte che si attacca allo stampo
Sintomi: Le parti non si rilasciano dallo stampo, che richiedono rimozione manuale.
Cause:
- Agenti di rilascio di stampo inadeguati
- Temperatura della muffa troppo bassa
- Tempo di indurimento insufficiente
Soluzioni: - UNpply appropriate mold release agents recommended for LSR
- Aumenta leggermente la temperatura dello stampo per un migliore flusso di silicone e indurimento
- Assicurarsi che sia mantenuto il tempo di cura adeguato per ogni ciclo
3.4 guasti idraulici o meccanici
Sintomi: L'unità di serraggio non si muove, si verificano gocce di pressione o rumori anormali.
Cause:
- Basso olio idraulico o contaminazione
- Sigillati, cuscinetti o collegamenti meccanici usurati
- Linee idrauliche bloccate o limitate
Soluzioni: - Riempi o sostituisci l'olio idraulico e i filtri puliti
- Ispezionare e sostituire guarnizioni usurate o componenti meccanici
- Controllare le linee idrauliche per ostruzioni e assicurarsi un flusso di fluido adeguato
3.5 Errori elettrici o di controllo
Sintomi: La macchina si interrompe inaspettatamente, visualizza i codici di errore o mostra un funzionamento incoerente.
Cause:
- Sensori difettosi o cablaggio
- Software glitch nel sistema di controllo
- Surriscaldamento dei componenti di controllo
Soluzioni: - Ispezionare e riparare o sostituire sensori difettosi o cablaggio
- Riavvia e aggiorna il software di controllo
- Garantire un raffreddamento e una ventilazione adeguati per i pannelli elettrici
4. Misure preventive
La prevenzione è sempre migliore della risoluzione dei problemi reattivi. I produttori possono fare diversi passaggi per ridurre al minimo i tempi di inattività della macchina:
- Formazione dell'operatore: Assicurarsi che tutti gli operatori siano addestrati per gestire i materiali LSR e comprendere le impostazioni della macchina, i requisiti di serraggio e i protocolli di sicurezza.
- Calibrazione regolare: Calibrare periodicamente la forza di serraggio, la pressione di iniezione e i sensori di temperatura per mantenere la precisione.
- Usa materiali LSR di qualità: Impurità o miscele di silicone errate possono intasare gli ugelli o influenzare la cura, portando a difetti e tensione della macchina.
- Programmi di manutenzione programmati: Implementare ispezioni di routine e manutenzione preventiva in base alle raccomandazioni del produttore.
- Documentazione: Conservare registri dettagliati di attività di manutenzione, riparazioni e sostituzioni delle parti per identificare problemi ricorrenti e ottimizzare i programmi.
5. Considerazioni sulla sicurezza
Il mantenimento e la risoluzione dei problemi di una macchina per il serraggio dello stampo in silicone liquido richiede un'attenta attenzione alla sicurezza:
- UNlways disconnect power and hydraulic supply before performing maintenance.
- Utilizzare attrezzature protettive quando si maneggia stampi caldi, fluidi idraulici o sostanze chimiche.
- Assicurarsi che le parti mobili siano immobilizzate durante l'ispezione per prevenire lesioni.
- Seguire le linee guida del produttore per un funzionamento sicuro e la risoluzione dei problemi.
UNdhering to these safety practices reduces the risk of accidents and ensures a safe working environment for operators.
6. Conclusione
Una corretta manutenzione e risoluzione dei problemi di una macchina per il serraggio dello stampo in silicone liquido sono essenziali per una produzione LSR costante e di alta qualità. Seguendo le routine di manutenzione giornaliera, settimanale, mensile e annuale, gli operatori possono prolungare la vita delle macchine, ridurre i difetti e massimizzare l'efficienza della produzione. Problemi comuni, come flash, colpi brevi, in parte attaccata, guasti idraulici ed errori elettrici, possono essere gestiti efficacemente comprendendo le loro cause e applicando soluzioni mirate.
Misure preventive, compresa la formazione degli operatori, la calibrazione programmata, i materiali LSR di alta qualità e la documentazione completa, migliorano ulteriormente l'affidabilità delle macchine. Insieme all'adesione ai protocolli di sicurezza, queste pratiche garantiscono che le macchine per il serraggio dello stampo in silicone liquido continuino a funzionare senza intoppi, fornendo prodotti in silicone precisi, durevoli e di alta qualità per una vasta gamma di settori.
Con una corretta attenzione alla manutenzione e alla risoluzione dei problemi, i produttori possono ottimizzare le prestazioni, ridurre i tempi di inattività e mantenere i vantaggi competitivi della produzione in modo efficiente componenti LSR di alta qualità.