Che cos'è una macchina per lo stampaggio a compressione della gomma?
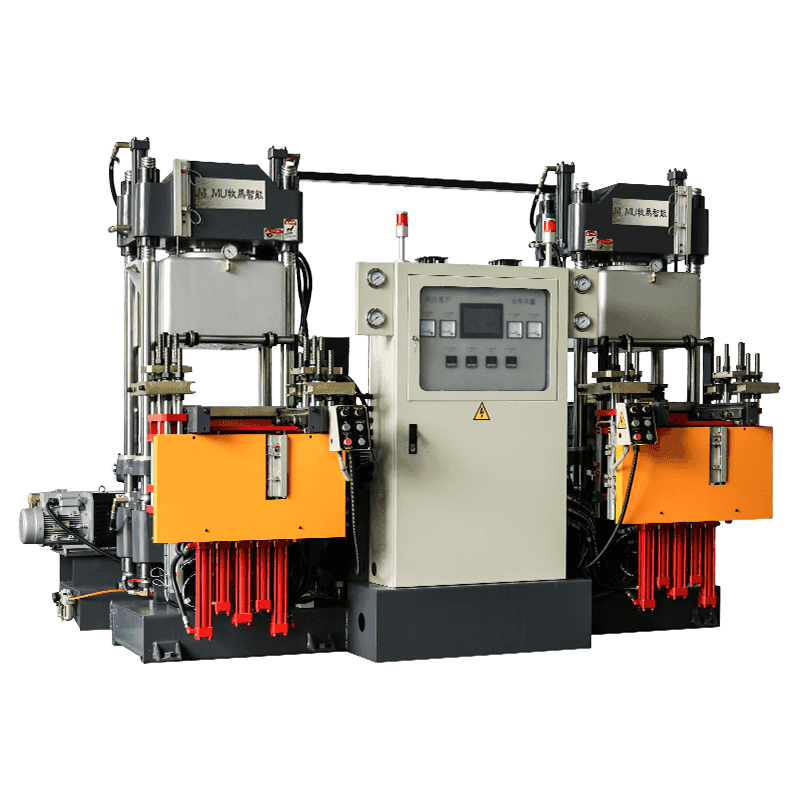
A macchina per lo stampaggio a compressione della gomma è una pressa idraulica progettata specificamente per modellare mescole di gomma applicando calore e pressione controllati all'interno di una cavità dello stampo chiusa. A differenza dello stampaggio a iniezione, in cui il materiale viene forzato nello stampo attraverso un sistema di canali, lo stampaggio a compressione posiziona una carica di gomma premisurata, chiamata preforma, direttamente nella cavità aperta dello stampo. La pressa quindi chiude lo stampo sotto un'elevata pressione idraulica applicando contemporaneamente calore, facendo fluire la gomma, riempiendo la cavità e vulcanizzando in una forma solida e permanente. Il risultato è un componente in gomma finito che replica esattamente la geometria dello stampo.
Queste macchine sono fondamentali per le industrie che fanno affidamento su componenti di precisione in gomma: sistemi di tenuta automobilistici, guarnizioni industriali, antivibranti aerospaziali, componenti di dispositivi medici, suole per calzature e beni di consumo. Il processo di stampaggio a compressione è apprezzato per la sua semplicità, il costo degli utensili relativamente basso rispetto allo stampaggio a iniezione e la sua idoneità per un'ampia gamma di mescole di gomma tra cui gomma naturale, silicone, EPDM, neoprene, nitrile (NBR) e fluoroelastomeri (FKM). La macchina stessa è l'ambiente controllato che rende possibile una vulcanizzazione coerente e ripetibile su scala di produzione.
Principio di funzionamento fondamentale: calore, pressione e vulcanizzazione
Il principio di funzionamento di una macchina per lo stampaggio a compressione della gomma ruota attorno a tre variabili interdipendenti: temperatura, pressione e tempo di polimerizzazione. Insieme, questi determinano se una parte in gomma stampata soddisfa le specifiche fisiche previste o si guasta a causa di polimerizzazione insufficiente, eccessiva o imprecisione dimensionale.
Lo stampo, generalmente realizzato in acciaio temprato o alluminio, è montato tra le piastre superiore e inferiore della pressa idraulica. Elementi riscaldanti elettrici o circuiti di vapore incorporati nei piani trasferiscono il calore attraverso lo stampo alla carica di gomma. Man mano che la gomma si riscalda, si ammorbidisce e diventa flessibile, quindi scorre sotto la pressione di chiusura della pressa per riempire ogni contorno della cavità. Contemporaneamente, il calore attiva gli agenti vulcanizzanti (solitamente composti di zolfo o perossidi) all'interno della mescola di gomma, innescando la reticolazione delle catene polimeriche. Questa reticolazione è ciò che trasforma la gomma grezza morbida, simile alla termoplastica, in un componente elastico, dimensionalmente stabile e dalla forma permanente.
Mantenere una precisa uniformità della temperatura su tutta la superficie della piastra è fondamentale. La distribuzione non uniforme del calore porta a velocità di polimerizzazione differenziate all'interno di un singolo stampo, producendo parti con durezza incoerente, difetti superficiali o vuoti interni. Le moderne macchine per lo stampaggio a compressione utilizzano termoregolatori PID (proporzionale-integrale-derivativo) per mantenere la temperatura della piastra entro ±1°C dal punto di regolazione durante tutto il ciclo di produzione.

Principali tipologie di macchine per lo stampaggio a compressione della gomma
Le macchine per lo stampaggio a compressione della gomma sono disponibili in diverse configurazioni, ciascuna adatta a diversi ambienti di produzione, dimensioni delle parti e livelli di automazione.
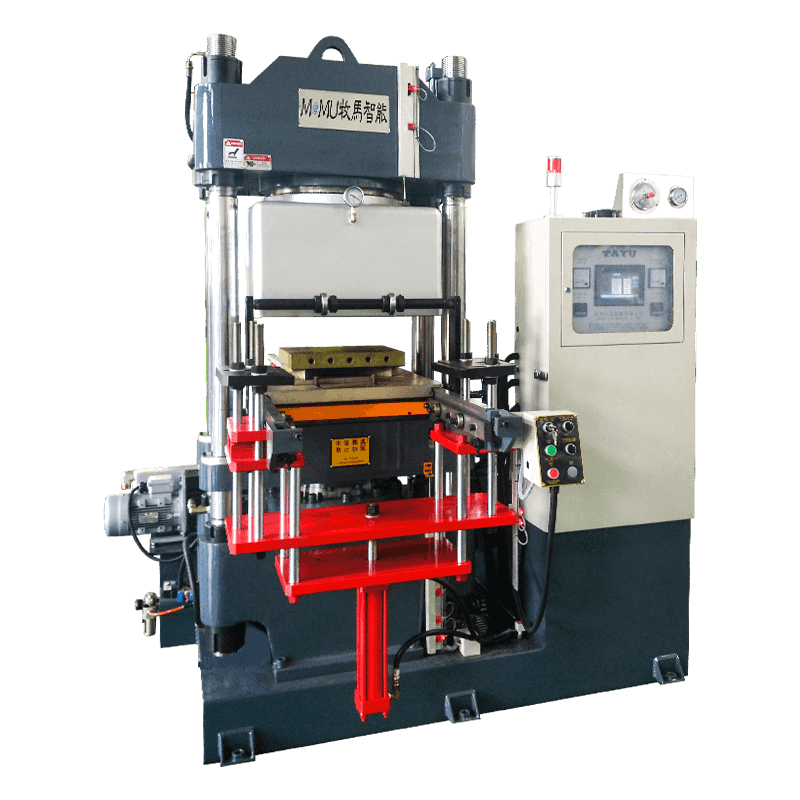
Stampa a luce diurna singola
La pressa a luce singola ha un'apertura tra la piastra superiore e quella inferiore, che può ospitare un singolo stampo alla volta. Questa è la configurazione più comune per cicli di produzione medio-piccoli e per lo stampaggio di singoli componenti relativamente grandi. Offre un funzionamento semplice, un facile cambio dello stampo e l'accesso diretto dell'operatore allo stampo per il caricamento delle preforme e la rimozione delle parti. Le presse a luce singola sono disponibili con forze di chiusura che vanno da 50 tonnellate a oltre 1.000 tonnellate a seconda dell'applicazione.
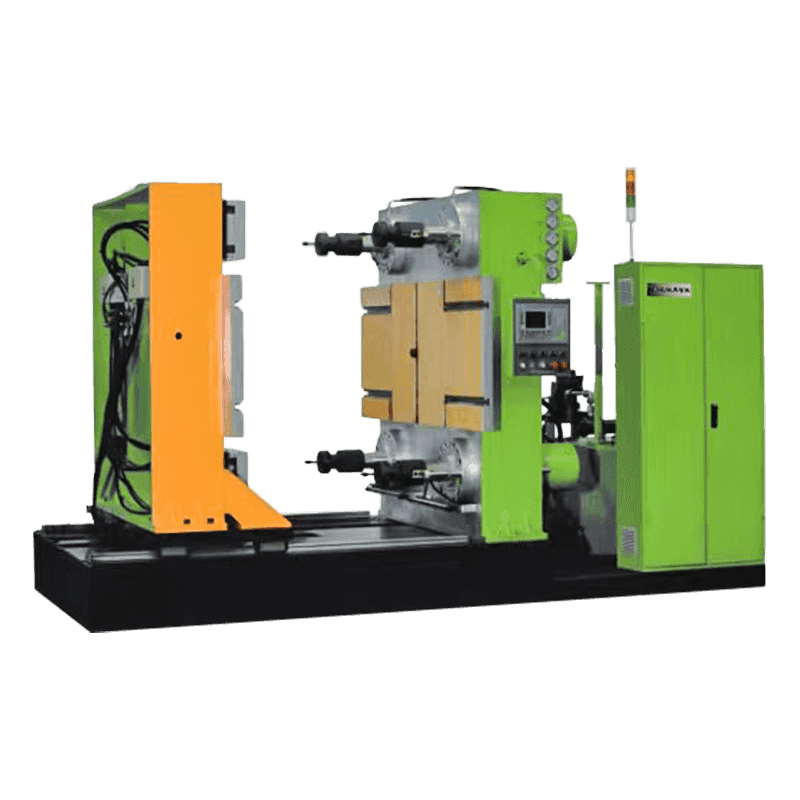
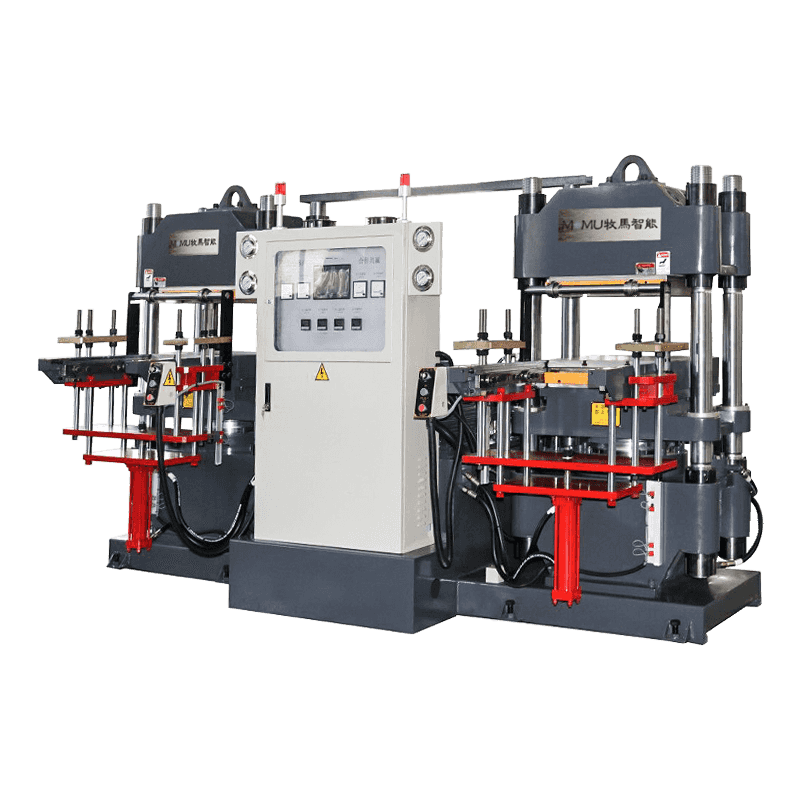
Stampa multi-giorno
Le presse a più vani incorporano più piastre riscaldate impilate verticalmente, creando diverse aperture dello stampo – o vani – che funzionano simultaneamente in un'unica corsa della pressa. Questa configurazione aumenta notevolmente la produzione per ciclo senza richiedere spazio aggiuntivo o macchine da stampa separate. Una pressa a quattro ore di lavoro quadruplica effettivamente il numero di cavità dello stampo attive in ciascun ciclo di produzione, rendendola altamente efficiente per la produzione in grandi volumi di parti in gomma di piccole e medie dimensioni come guarnizioni, O-ring, supporti antivibranti e anelli di tenuta.
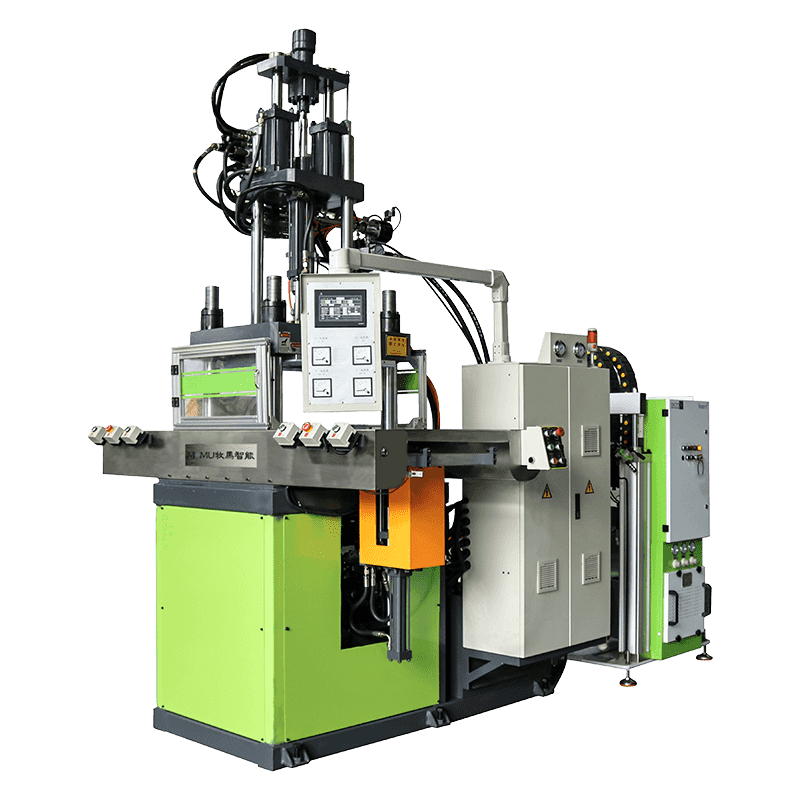
Pressa a tavola rotativa o navetta
Le presse rotative e a tavola navetta sono progettate per migliorare l'ergonomia dell'operatore e l'efficienza del ciclo separando la zona di carico e scarico dalla zona di pressatura. Una piattaforma girevole o una navetta scorrevole spostano gli stampi dentro e fuori dalla pressa in modo automatico o semiautomatico, consentendo all'operatore di caricare le preforme e rimuovere le parti finite in una stazione sicura e accessibile mentre la pressa completa il ciclo di polimerizzazione. Questo design è particolarmente efficace negli ambienti di produzione ad alta cadenza in cui ridurre al minimo il tempo aperto non produttivo è una priorità.
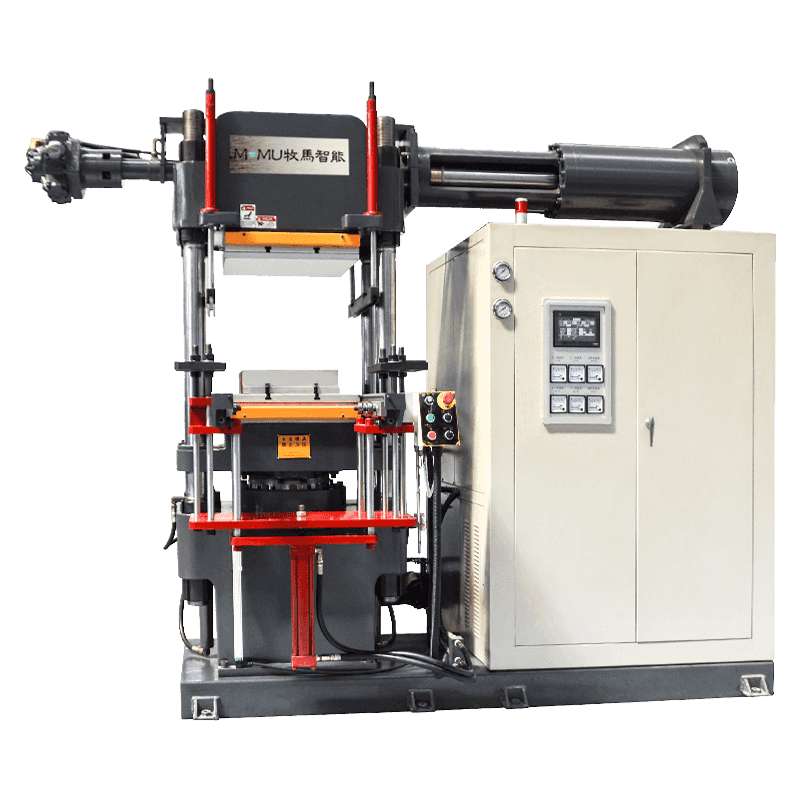
Pressa per stampaggio a compressione sotto vuoto
Per le applicazioni che richiedono parti in gomma ad alta integrità e prive di vuoti, come componenti medicali in silicone, guarnizioni aerospaziali o isolanti elettrici ad alta tensione, le presse per stampaggio a compressione sotto vuoto eliminano l'aria dalla cavità dello stampo prima e durante il ciclo di pressatura. L'aria residua intrappolata nello stampo può causare porosità, riempimento incompleto e imperfezioni superficiali inaccettabili nelle applicazioni critiche. Il sistema di vuoto rimuove quest'aria prima che la gomma scorra e si vulcanizzi, garantendo parti dense e prive di difetti che soddisfano rigorosi standard di qualità.
Spiegazione delle principali specifiche tecniche
La scelta della giusta macchina per lo stampaggio a compressione della gomma richiede una chiara comprensione delle specifiche tecniche che ne definiscono le capacità. I seguenti parametri sono i più critici da valutare:
| Specifica | Gamma tipica | Perché è importante |
| Forza di serraggio | 50 – 2.000 tonnellate | Determina la pressione nella cavità dello stampo e il controllo della bava |
| Dimensioni della piastra | 200×200mm – 1500×1500mm | Imposta l'impronta massima dello stampo e il numero di cavità |
| Intervallo di temperatura | 100°C – 250°C | Deve soddisfare i requisiti di vulcanizzazione del composto |
| Apertura Diurna | 200 mm – 800 mm | Deve adattarsi all'altezza dello stampo e allo spazio di carico sicuro |
| Uniformità della temperatura | ±1°C – ±3°C | Fondamentale per una polimerizzazione uniforme su tutta l'area della piastra |
| Sistema di controllo | Pannello operatore touchscreen PLC | Consente la memorizzazione di ricette, il monitoraggio del processo, la gestione degli allarmi |
La forza di bloccaggio è probabilmente la specifica più fondamentale. Deve essere sufficiente a mantenere lo stampo completamente chiuso contrastando la pressione interna generata dalla mescola di gomma che si ammorbidisce e si espande durante il riscaldamento. Una forza di bloccaggio insufficiente consente allo stampo di aprirsi, causando un'eccessiva bava (sottili alette di gomma sulla linea di giunzione) che richiede una rifinitura post-stampo ad alta intensità di manodopera e aumenta lo spreco di materiale.
Mescole di gomma adatte allo stampaggio a compressione
Non tutte le mescole di gomma sono ugualmente adatte allo stampaggio a compressione e la macchina deve essere configurata adeguatamente per il materiale da lavorare. I composti più comunemente lavorati includono:
- Gomma Naturale (NR): Eccellenti proprietà meccaniche ed elasticità; ampiamente utilizzato in applicazioni industriali e automobilistiche; vulcanizza facilmente a 150–170°C.
- Silicone (VMQ/HCR): Eccezionale resistenza alla temperatura (da -60°C a 230°C), biocompatibilità e resistenza agli agenti atmosferici; richiede un controllo preciso della temperatura, tipicamente nell'intervallo 160–180°C; ampiamente utilizzato in applicazioni mediche e a contatto con gli alimenti.
- EPDM: Eccellente resistenza all'ozono, ai raggi UV e agli agenti atmosferici; comunemente usato per guarnizioni esterne, guarnizioni e profili di copertura; tipicamente modellato a 160–180°C.
- Nitrile (NBR): Resistenza superiore a olio e carburante; il materiale standard per paraolio automobilistici, componenti del sistema di alimentazione e guarnizioni idrauliche; stampato a 150–170°C.
- Fluoroelastomero (FKM/Viton): Eccezionale resistenza al calore, agli agenti chimici e ai carburanti; utilizzato in applicazioni aerospaziali, automobilistiche e di lavorazione chimica impegnative; richiede temperature di stampaggio più elevate, pari a 175–200°C, e cicli di polimerizzazione più lunghi.
- Neoprene (CR): Buon equilibrio tra resistenza all'olio e resistenza agli agenti atmosferici; utilizzato per tubi flessibili, cinture e rivestimenti per cavi; stampato a 150–170°C.
Funzionalità di automazione e controllo nelle macchine moderne
Le moderne macchine per lo stampaggio a compressione della gomma si sono evolute ben oltre le semplici presse idrauliche con controlli manuali. Le macchine odierne incorporano sofisticate funzionalità di automazione e controllo digitale che migliorano la coerenza del processo, riducono la dipendenza dell'operatore e consentono l'integrazione in sistemi di gestione della fabbrica più ampi.
Controllo di processo basato su PLC
I controllori logici programmabili (PLC) gestiscono l'intero ciclo della pressa (velocità di chiusura, rampa di pressione, tempo di polimerizzazione, sequenza di apertura ed espulsione) in base alle ricette memorizzate. Ciascuna combinazione di mescola di gomma e stampo può avere il proprio programma memorizzato, consentendo agli operatori di cambiare prodotto semplicemente selezionando la ricetta appropriata sul touchscreen dell'HMI anziché reimpostare manualmente i parametri. Il controllo basato su ricette elimina gli errori di configurazione e garantisce che ogni ciclo di produzione inizi da una linea di base convalidata.
Sbavatura e degasaggio automatici
Molte macchine includono sequenze di degasaggio programmabili (brevi aperture controllate della pressa durante la fase iniziale del ciclo di polimerizzazione) che consentono all'aria e ai volatili intrappolati di fuoriuscire dallo stampo prima della chiusura finale e della polimerizzazione completa. Ciò è particolarmente importante per le parti spesse o complesse in cui la porosità interna è un difetto comune. Alcune presse integrano anche bracci robotici o strumenti meccanici di sbavatura che rimuovono la bava dalle parti immediatamente dopo la sformatura, riducendo il lavoro manuale di finitura.
Registrazione dati e tracciabilità della qualità
Le presse a compressione industriale includono sempre più funzionalità di registrazione dei dati che registrano temperatura, pressione, durata del ciclo ed eventi di allarme per ogni ciclo di produzione. Questa tracciabilità è fondamentale nei settori regolamentati come quello dei dispositivi medici e dell'aerospaziale, dove i registri di produzione devono essere conservati e verificabili. I dashboard di monitoraggio in tempo reale consentono ai supervisori della produzione di monitorare le prestazioni della macchina su più macchine da stampa contemporaneamente e identificare le deviazioni prima che si traducano in lotti difettosi.
Come scegliere la macchina giusta per la tua applicazione
La scelta di una macchina per lo stampaggio a compressione della gomma è una decisione multivariabile che dovrebbe essere guidata dai requisiti specifici del prodotto, dai volumi di produzione e dai tipi di materiale piuttosto che dal solo costo della macchina. Elabora sistematicamente le seguenti considerazioni:
- Definisci la geometria della parte e le dimensioni dello stampo: Le dimensioni della piastra devono accogliere comodamente lo stampo con spazio libero su tutti i lati. Per gli stampi multi-cavità, calcolare l'area totale proiettata per determinare la forza di bloccaggio minima richiesta.
- Identifica la tua mescola di gomma: Conferma l'intervallo di temperature di vulcanizzazione e il tempo di polimerizzazione del tuo composto. Assicurati che il sistema di riscaldamento della macchina possa raggiungere e mantenere quella temperatura su tutta la piastra con l'uniformità richiesta per i tuoi standard di qualità.
- Valutare il volume di produzione: La produzione in grandi volumi di piccole parti trae vantaggio dalle configurazioni a più luci o dall'automazione della tavola rotante. Il volume da basso a medio di parti grandi o complesse è generalmente adatto a una pressa a luce singola con controllo PLC basato su ricette.
- Considera i requisiti di qualità: Le applicazioni che richiedono parti prive di vuoti (medica, aerospaziale, elettrica ad alta tensione) richiedono la pressatura assistita dal vuoto. Considerate fin dall'inizio l'integrazione del sistema per vuoto nelle vostre specifiche e nel vostro budget.
- Valuta il supporto post-vendita: Le macchine per la compressione della gomma richiedono una manutenzione periodica dei sistemi idraulici, degli elementi riscaldanti e dei componenti di controllo. La scelta di un fornitore con supporto tecnico accessibile, pezzi di ricambio disponibili e capacità di assistenza locale protegge l'investimento in termini di operatività della produzione per tutta la durata della macchina.
Una macchina per lo stampaggio a compressione della gomma è un investimento di capitale a lungo termine il cui rendimento dipende interamente dall'adattamento delle sue capacità alle esigenze del processo di produzione. Prendersi il tempo necessario per specificarlo correttamente, anziché ricorrere all'opzione dal costo più basso, garantisce costantemente una migliore qualità delle parti, tassi di scarto inferiori e una produttività più affidabile per tutta la vita operativa della macchina.