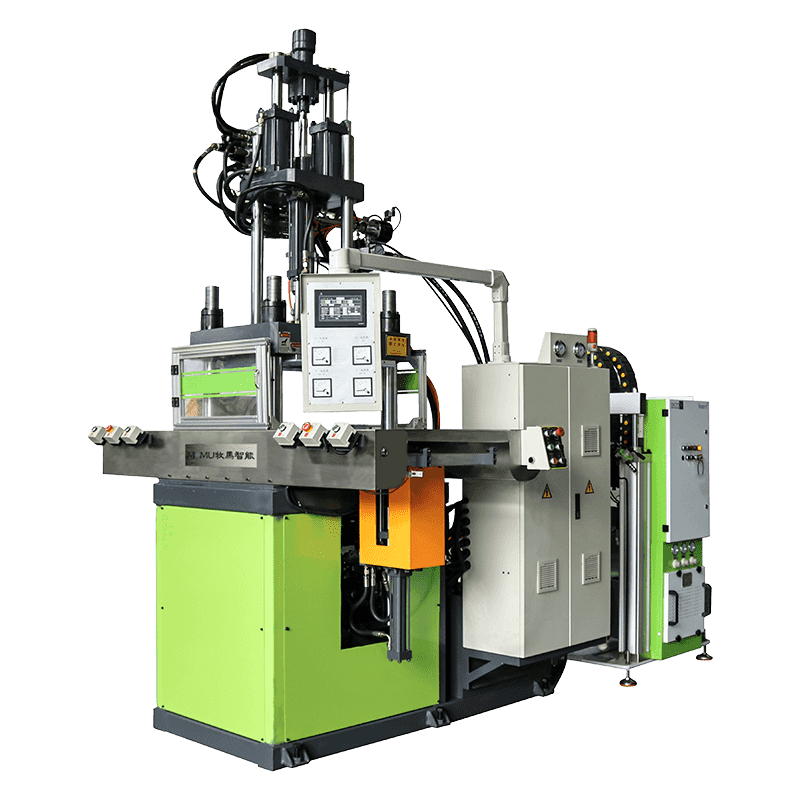
Lo stampaggio a iniezione di gomma siliconica liquida (LSR) è uno dei processi di produzione più precisi e versatili disponibili per la produzione di componenti in silicone flessibili, resistenti al calore e biocompatibili. Al centro di questo processo c'è la macchina per lo stampaggio a iniezione di LSR, un'attrezzatura altamente specializzata che differisce sostanzialmente dalle macchine standard per lo stampaggio a iniezione di materiali termoplastici. Che tu stia valutando la lavorazione dell'LSR per dispositivi medici, guarnizioni automobilistiche, prodotti per l'infanzia o elettronica di consumo, capire come funzionano queste macchine e cosa le rende uniche è essenziale per prendere decisioni di produzione informate.
Cosa rende lo stampaggio a iniezione di LSR diverso dallo stampaggio a iniezione standard
Lo stampaggio a iniezione termoplastico standard scioglie i pellet di plastica solida, inietta il materiale fuso in uno stampo raffreddato ed espelle la parte solidificata. Lo stampaggio a iniezione di LSR funziona nella direzione termica esattamente opposta. La gomma siliconica liquida è un materiale termoindurente bicomponente lavorabile a freddo che viene conservato a temperatura ambiente e pompato in uno stampo riscaldato dove si reticola (o vulcanizza) nella sua forma solida finale.
Questa inversione del processo termico ha profonde implicazioni per la progettazione delle macchine. Il sistema di distribuzione del materiale deve essere mantenuto freddo per evitare una polimerizzazione prematura, mentre lo stampo deve essere riscaldato, in genere tra 150°C e 220°C, per innescare e completare la reazione di vulcanizzazione entro un tempo di ciclo controllato. Ogni componente di una macchina per lo stampaggio a iniezione di LSR è progettato attorno a questa logica di processo di alimentazione a freddo e polimerizzazione a caldo.
Inoltre, l'LSR è un sistema composto da due parti: il componente A contiene il polimero siliconico di base e un catalizzatore al platino, mentre il componente B contiene il reticolante e pigmenti o altri additivi. Questi due componenti devono essere dosati con un preciso rapporto 1:1 in volume, miscelati accuratamente senza introdurre bolle d'aria e iniettati nello stampo prima che inizi qualsiasi polimerizzazione significativa.

Componenti chiave di una macchina per lo stampaggio a iniezione di LSR
Un sistema di stampaggio a iniezione di LSR è costituito da diversi sottosistemi integrati, ciascuno dei quali svolge una funzione fondamentale nel fornire parti in silicone coerenti e prive di difetti.
Unità di pompaggio e dosaggio per fusti
L'unità pompa per fusti aspira i due componenti LSR dai fusti di alimentazione originali utilizzando piastre di pressione che premono sulla superficie del materiale per impedire l'ingestione di aria. Ciascun componente viene alimentato attraverso una pompa dosatrice separata, calibrata con precisione, in genere una pompa a ingranaggi o una pompa a pistoni, che controlla la portata volumetrica con elevata precisione. Il rapporto tra Componente A e Componente B viene mantenuto esattamente 1:1 per tutta la ripresa. Qualsiasi deviazione da questo rapporto comporta una polimerizzazione incompleta, parti appiccicose o proprietà fisiche ridotte nel componente finito.
Sistema di miscelazione statico e dinamico
Dopo il dosaggio, i due componenti passano attraverso un sistema di miscelazione prima di entrare nel cilindro di iniezione. I miscelatori statici - elementi elicoidali all'interno di un tubo - creano un'azione di piegatura turbolenta che mescola accuratamente i componenti senza parti in movimento. Per formulazioni critiche per il colore o ricche di additivi, è possibile utilizzare miscelatori dinamici con elementi rotanti per una miscelazione più intensiva. Il sistema di miscelazione deve produrre un impasto completamente omogeneo senza intrappolare aria, poiché eventuali inclusioni d'aria si presenteranno come vuoti o difetti superficiali nel pezzo stampato.
Cilindro e vite di iniezione a canale freddo
A differenza delle macchine termoplastiche in cui il cilindro viene riscaldato, il cilindro di iniezione LSR viene raffreddato, spesso con acqua o refrigerante, per mantenere il materiale al di sotto della temperatura di attivazione durante il dosaggio e l'iniezione. La vite in una macchina LSR è progettata specificamente per la movimentazione di un materiale liquido a bassa viscosità. Tipicamente è dotato di un basso rapporto di compressione e di una valvola di intercettazione sulla punta dell'ugello per evitare la fuoriuscita del silicone a bassa viscosità tra uno spruzzo e l'altro. Il controllo della temperatura della botte è fondamentale; anche un leggero aumento della temperatura del cilindro può avviare una reticolazione prematura che intasa il sistema e causa costosi tempi di inattività.
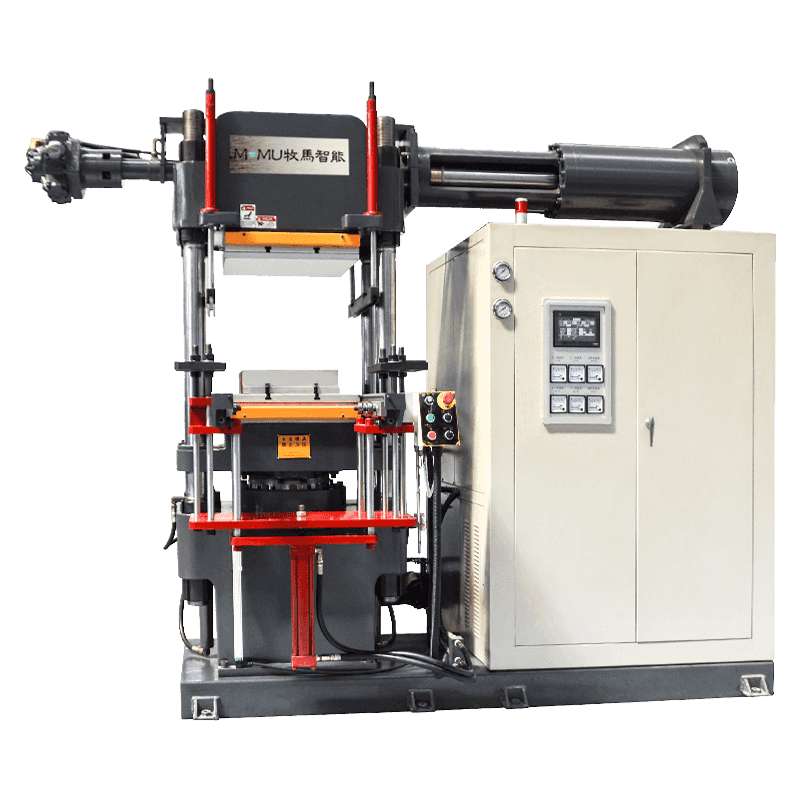
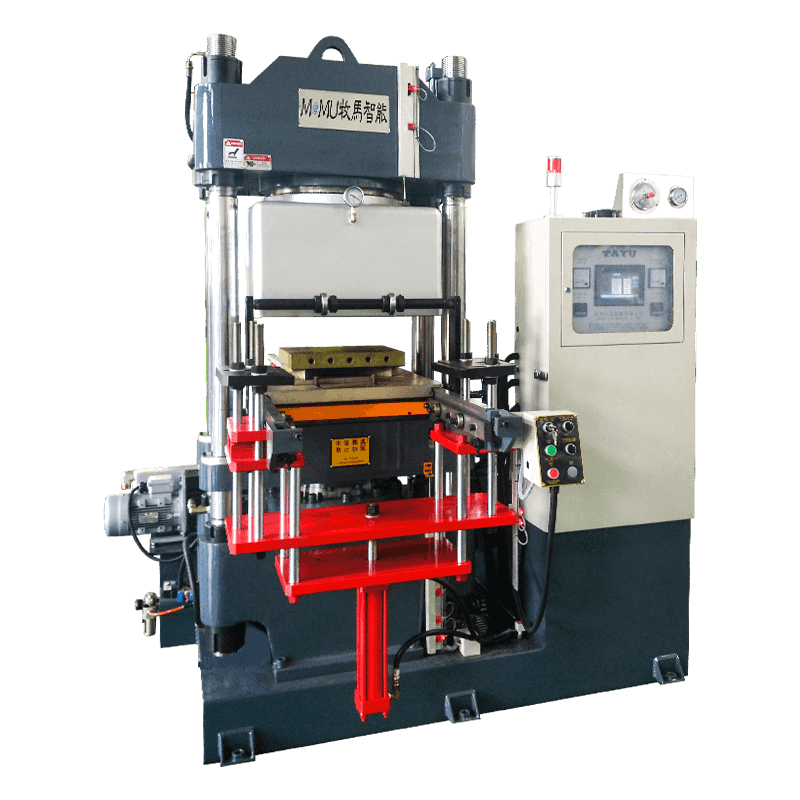
Stampo riscaldato e unità di bloccaggio
Lo stampo in una macchina LSR viene riscaldato elettricamente alla temperatura di vulcanizzazione e mantenuto con una stretta uniformità termica in tutte le cavità. L'unità di bloccaggio, che mantiene lo stampo chiuso contro la pressione di iniezione, deve fornire una forza sufficiente per evitare bave, poiché l'LSR ha una viscosità molto bassa e penetra anche i più piccoli spazi nella linea di giunzione. Le forze di bloccaggio per gli stampi LSR vengono calcolate in base all'area prevista della parte e alla pressione di iniezione e sono generalmente comprese tra 50 e 500 tonnellate a seconda del numero di cavità e della geometria della parte.
Il processo di stampaggio a iniezione di LSR passo dopo passo
Comprendere la sequenza delle operazioni in un ciclo di stampaggio a iniezione di LSR chiarisce perché ciascun componente della macchina è progettato così com'è.
- Dosaggio del materiale: Le pompe per fusti aspirano i componenti A e B dai fusti di alimentazione e l'unità di dosaggio li fornisce al sistema di miscelazione in un preciso rapporto volumetrico 1:1.
- Miscelazione: I due componenti vengono miscelati accuratamente nel miscelatore statico o dinamico, producendo una miscela omogenea e priva di bolle pronta per l'iniezione.
- Dosaggio: L'LSR miscelato viene dosato nel cilindro di iniezione raffreddato, accumulando il volume esatto di iniezione necessario per riempire tutte le cavità più il sistema di canali.
- Chiusura dello stampo: L'unità di chiusura chiude e blocca lo stampo alla massima forza di chiusura prima che inizi l'iniezione.
- Iniezione: La vite avanza, spingendo l'LSR attraverso il sistema a canali freddi e nelle cavità riscaldate dello stampo a velocità e pressione controllate.
- Vulcanizzazione: Lo stampo riscaldato innesca la reazione di reticolazione catalizzata dal platino. La parte polimerizza all'interno dello stampo per un tempo di permanenza programmato, in genere da 15 a 90 secondi, a seconda dello spessore della parete, della qualità del materiale e della temperatura dello stampo.
- Apertura e sformatura dello stampo: Una volta completata la polimerizzazione, lo stampo si apre e le parti vengono espulse manualmente, tramite perni di espulsione o tramite un sistema di sformatura robotizzato. Poiché le parti in LSR sono flessibili, spesso possono essere sformate da geometrie complesse che sarebbero impossibili con materiali termoplastici rigidi.
Specifiche della macchina per lo stampaggio a iniezione LSR a confronto
| Specifica | Gamma tipica | Importanza |
| Forza di serraggio | 50-500 tonnellate | Previene la formazione di bave su LSR a bassa viscosità |
| Temperatura della canna | 5°C – 25°C (raffreddato) | Previene la maturazione prematura in botte |
| Temperatura dello stampo | 150°C – 220°C | Controlla la velocità di polimerizzazione e le proprietà della parte |
| Precisione del rapporto di misurazione | ±0,5% o migliore | Garantisce una polimerizzazione completa e uniforme |
| Volume del colpo | 0,1 cm³ – 3.000 cm³ | Determina la dimensione della parte e il numero di cavità |
| Tempo del ciclo di cura | 15 – 90 secondi | Influisce sulla produttività e sui costi di produzione |
| Numero di cavità | 1 – 128 | Ridimensiona l'output per la produzione di volumi elevati |
Industrie e applicazioni che si affidano alle macchine per lo stampaggio a iniezione di LSR
La combinazione unica di proprietà dell'LSR (biocompatibilità, stabilità termica da -60°C a oltre 200°C, isolamento elettrico, resistenza chimica e trasparenza ottica in alcuni gradi) lo rende il materiale preferito in un'ampia gamma di settori esigenti.
Dispositivi Medici e Sanitari
L'LSR è ampiamente utilizzato nelle applicazioni mediche perché può essere sterilizzato in autoclave, radiazioni gamma o ossido di etilene senza degradarsi. Le macchine per lo stampaggio a iniezione di LSR producono componenti quali maschere respiratorie, tappi di siringhe, punte di cateteri, guarnizioni impiantabili, tubi per pompe peristaltiche e prodotti per l'alimentazione infantile. Le formulazioni di LSR per uso medico soddisfano gli standard di biocompatibilità ISO 10993 e la natura chiusa e priva di contaminazione del processo di stampaggio a iniezione lo rende adatto alla produzione in camera bianca.
Componenti automobilistici
Nel settore automobilistico, l'LSR viene utilizzato per cappucci delle candele, guarnizioni ad anello, guarnizioni per connettori, guarnizioni e alloggiamenti di sensori che devono resistere a fluttuazioni di temperatura estreme e all'esposizione a oli e carburanti. L'elevata stabilità termica dell'LSR lo rende molto più adatto della gomma convenzionale per i componenti del vano motore che devono funzionare in modo affidabile dalle partenze a freddo alle alte temperature di esercizio.
Elettronica di consumo e dispositivi indossabili
I cinturini per smartwatch, i terminali degli auricolari, le membrane dei pulsanti, le guarnizioni impermeabili per gli smartphone e le membrane dei tasti della tastiera sono tutti comunemente prodotti utilizzando lo stampaggio a iniezione di LSR. La capacità di modellare l'LSR in geometrie complesse con tolleranze strette - e in qualsiasi colore - lo rende ideale per prodotti di consumo in cui contano sia le prestazioni che l'estetica.
Prodotti per neonati e a contatto con alimenti
Le tettarelle per biberon, i ciucci, i massaggiagengive e i sigilli per alimenti per elettrodomestici da cucina sono prodotti in LSR perché il materiale è privo di BPA, ftalati e altri plastificanti nocivi. Resiste a ripetuti cicli di sterilizzazione, mantiene la flessibilità a basse temperature e non assorbe sapori o odori: tutte proprietà critiche per le applicazioni a contatto con gli alimenti e per i neonati.
Fattori da considerare quando si sceglie una macchina per lo stampaggio a iniezione di LSR
Scegliere il giusto Macchina per lo stampaggio ad iniezione di LSR richiede un'attenta valutazione dei requisiti specifici di produzione, delle caratteristiche dei materiali e degli obiettivi di qualità. Acquistare la macchina sbagliata per la tua applicazione comporta difetti di qualità, scarti eccessivi e difficoltà a raggiungere gli obiettivi di produzione.
- Dimensioni del pezzo e peso del getto: L'unità di iniezione della macchina deve essere dimensionata per fornire il volume di iniezione preciso richiesto per il conteggio delle parti e delle cavità. Le unità di iniezione sovradimensionate riducono la precisione del dosaggio per le parti di piccole dimensioni; le unità sottodimensionate non possono riempire stampi grandi o multi-cavità.
- Precisione di misurazione: Per applicazioni critiche come parti mediche o a contatto con alimenti, è richiesta una precisione di misurazione pari o superiore a ±0,5%. Verificare le specifiche del sistema di misurazione e richiedere al fornitore i dati documentati sulla capacità del processo.
- Sistema a canale freddo o canale di scarico: I sistemi a canale freddo per LSR (che mantengono il materiale del canale non polimerizzato e riciclabile o reiniettabile) riducono significativamente gli sprechi di materiale e sono standard sulle macchine di produzione ad alto volume. Verifica la compatibilità del sistema di guida con il progetto dello stampo.
- Compatibilità con le camere bianche: Per la produzione di dispositivi medici, la macchina deve essere compatibile con l'installazione in camera bianca: superfici in acciaio inossidabile o rivestite, generazione minima di particelle e compatibilità con i protocolli di accesso e vestizione della camera bianca.
- Integrazione dell'automazione: La produzione di LSR in grandi volumi trae notevoli vantaggi dalla sformatura robotizzata integrata, dai sistemi di ispezione visiva e dalla movimentazione delle parti basata su trasportatori. Conferma la compatibilità dell'interfaccia della macchina con i tuoi requisiti di automazione prima dell'acquisto.
- Capacità di sfiato del vuoto: Per i pezzi che richiedono una qualità superficiale eccezionale o per la lavorazione di LSR di grado ottico, la cavità dello stampo deve essere evacuata prima dell'iniezione per rimuovere l'aria intrappolata. Verificare che la progettazione della macchina e dello stampo supporti lo sfiato del vuoto, se richiesto per la propria applicazione.
Vantaggi delle macchine per lo stampaggio a iniezione di LSR rispetto ai metodi alternativi di lavorazione del silicone
Lo stampaggio a iniezione di LSR compete con lo stampaggio a compressione e lo stampaggio a trasferimento come metodi per la produzione di parti in gomma siliconica. Ogni metodo ha il suo posto, ma lo stampaggio a iniezione di LSR offre vantaggi significativi per la produzione di volumi medio-alti di componenti di precisione.
- Tempo di ciclo: I tempi del ciclo di stampaggio a iniezione di LSR sono significativamente più brevi rispetto allo stampaggio a compressione, in particolare per le parti a pareti sottili, consentendo una produttività per turno molto più elevata.
- Consistenza dimensionale: Il processo di iniezione chiuso e automatizzato produce tolleranze dimensionali molto più strette rispetto ai processi di compressione a stampo aperto, che sono influenzati dalla variabilità dell'operatore nel posizionamento del materiale e nella chiusura dello stampo.
- Rifiuti materiali: I sistemi di iniezione LSR a canale freddo producono praticamente zero sprechi di materiale, poiché il materiale del canale non polimerizzato viene reiniettato. Lo stampaggio a compressione e a trasferimento genera notevoli scarti di bave e canali.
- Potenziale di automazione: Lo stampaggio a iniezione di LSR è completamente compatibile con l’automazione robotica, consentendo la produzione non presidiata di componenti in grandi volumi. Lo stampaggio a compressione è intrinsecamente più laborioso.
- Stampaggio multicomponente: Macchina per lo stampaggio ad iniezione di LSRs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Considerazioni operative e sulla manutenzione delle macchine LSR
Le macchine per lo stampaggio a iniezione di LSR richiedono una manutenzione disciplinata per prevenire l'accumulo di materiale, la polimerizzazione all'interno del cilindro e la deriva del dosaggio. Al termine di ogni ciclo di produzione, il sistema di erogazione del materiale deve essere spurgato accuratamente con un agente di lavaggio o una base siliconica neutra per rimuovere tutto il LSR miscelato prima che si indurisca all'interno delle linee, del miscelatore o del cilindro. Il silicone indurito all'interno del sistema di iniezione è estremamente difficile da rimuovere e in genere richiede il completo smontaggio dei componenti interessati.
Le pompe dosatrici devono essere calibrate regolarmente, almeno durante ogni cambio di materiale, per verificare che il rapporto 1:1 venga mantenuto accuratamente. I termoregolatori e gli elementi riscaldanti dello stampo devono essere controllati periodicamente per verificare la deriva della calibrazione e lo sviluppo di punti caldi, poiché temperature irregolari dello stampo producono una polimerizzazione incoerente e una deformazione della parte. Con adeguati protocolli di manutenzione in atto, una macchina per lo stampaggio a iniezione di LSR ben specificata fornirà risultati di produzione affidabili e di alta qualità per molti anni.