Perché il vuoto cambia tutto nella vulcanizzazione della gomma
La vulcanizzazione della gomma – il processo di reticolazione delle catene polimeriche utilizzando calore e pressione per trasformare la gomma grezza in un materiale durevole ed elastico – è praticata a livello industriale da oltre 180 anni. Tuttavia, l’introduzione della tecnologia del vuoto nel processo di vulcanizzazione rappresenta uno dei miglioramenti più significativi nella moderna produzione della gomma. A macchina per vulcanizzare la gomma sotto vuoto evacua l'aria e i gas intrappolati dalla mescola di gomma e dalla cavità dello stampo prima e durante la polimerizzazione, eliminando la porosità, i vuoti e i difetti superficiali che la vulcanizzazione a pressione atmosferica inevitabilmente produce nei componenti di precisione.
Il risultato è un prodotto sensibilmente superiore: reti di reticolazione più dense, proprietà meccaniche migliorate, migliore precisione dimensionale e superfici prive di difetti: tutti aspetti fondamentali nelle applicazioni in cui il guasto dei componenti in gomma comporta conseguenze sulla sicurezza o sulla regolamentazione. Poiché la domanda di parti in gomma di precisione cresce nei settori automobilistico, aerospaziale, medico ed elettronico, le macchine per vulcanizzazione sotto vuoto sono passate da apparecchiature speciali a tradizionali strumenti industriali.
Il processo di vulcanizzazione: convenzionale vs. vuoto
Per comprendere il valore della vulcanizzazione sotto vuoto, è utile esaminare esattamente dove i metodi convenzionali falliscono.
Stampaggio convenzionale a compressione o trasferimento
Nella vulcanizzazione a compressione o trasferimento standard, un composto di gomma viene posizionato in uno stampo riscaldato e viene applicata pressione per forzare il materiale nella cavità dello stampo. L'aria intrappolata all'interno del composto o nell'interfaccia composto-stampo non ha vie di fuga. Quando la temperatura aumenta e inizia la reticolazione, l'aria intrappolata forma microvuoti (pori, bolle e vaiolature superficiali) che riducono la densità, la resistenza alla trazione e la durata a fatica della parte. Per i prodotti di consumo non critici, questo degrado è accettabile. Per guarnizioni, diaframmi, componenti di dispositivi medici e guarnizioni aerospaziali, non lo è.
Vulcanizzazione assistita dal vuoto
Una macchina per vulcanizzare la gomma sottovuoto applica un vuoto controllato, tipicamente nell'intervallo di Da –0,08 a –0,098 MPa (circa da –80 a –98 kPa) — alla cavità dello stampo prima dell'iniezione o della compressione del composto e mantiene il vuoto durante le fasi iniziali della polimerizzazione. Questa evacuazione rimuove i gas disciolti dalla matrice di gomma, elimina le sacche d'aria interfacciali e abbassa il punto di ebollizione dell'umidità all'interno del composto, estraendola prima che venga applicato il calore. Il ciclo di polimerizzazione procede quindi sia sotto vuoto che sotto pressione applicata, producendo una parte completamente consolidata e priva di vuoti.
Principali vantaggi tecnici della vulcanizzazione sotto vuoto
I vantaggi prestazionali della vulcanizzazione sotto vuoto sono quantificabili attraverso molteplici parametri di qualità e processo:
- Eliminazione di porosità e vuoti — L'evacuazione sotto vuoto rimuove l'aria intrappolata prima che la gelificazione la blocchi in posizione. Le parti raggiungono densità relative che si avvicinano al massimo teorico per il composto, il che si traduce direttamente in una migliore resistenza alla trazione, allungamento alla rottura e resistenza alla fatica.
- Qualità superficiale superiore — Senza aria intrappolata nell'interfaccia tra stampo e gomma, le superfici finite sono lisce, esteticamente pulite e prive di vaiolature. Ciò è particolarmente critico per le lenti in silicone di grado ottico, i tubi medicali e gli articoli in gomma rivolti al consumatore, dove l'estetica influisce sulla qualità percepita.
- Migliore precisione dimensionale — Il consolidamento senza vuoti produce parti che si conformano esattamente alla geometria dello stampo. Il ritiro è più prevedibile e uniforme, riducendo la variazione dimensionale post-stampa: un vantaggio chiave per O-ring, guarnizioni e parti stampate a tolleranza stretta.
- Flusso composto migliorato in geometrie complesse — L'aspirazione del vuoto agevola il movimento del composto in sottosquadri profondi, sezioni sottili e caratteristiche complesse dello stampo che l'iniezione a pressione atmosferica fatica a riempire completamente.
- Riduzione del tasso di scarti e rilavorazioni — Eliminando la causa principale dei difetti visivi e strutturali nella gomma stampata, la vulcanizzazione sotto vuoto riduce significativamente i tassi di scarto sui componenti di precisione, migliorando l'efficacia complessiva delle apparecchiature (OEE) per le operazioni di stampaggio della gomma.
- Compatibilità con composti sensibili all'umidità — La gomma siliconica, l'EPDM e alcuni elastomeri speciali sono particolarmente sensibili all'umidità residua durante la polimerizzazione. Il degasaggio sotto vuoto prima del riscaldamento rimuove efficacemente questa umidità, prevenendo la porosità causata dal vapore nella parte polimerizzata.
Tipi di macchine per vulcanizzazione della gomma sotto vuoto
L'attrezzatura per la vulcanizzazione sotto vuoto è disponibile in diverse configurazioni, ciascuna adatta a diverse scale di produzione, tipi di gomma e geometrie delle parti.
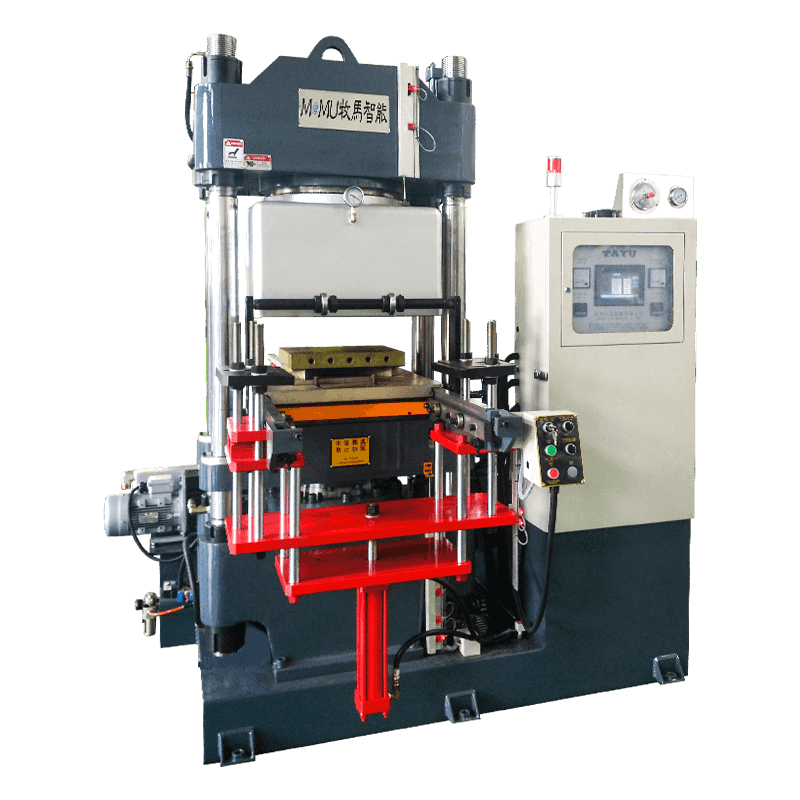
Pressa per stampaggio a compressione sotto vuoto
La configurazione più utilizzata nello stampaggio batch della gomma. Una pressa idraulica con piani riscaldati comprime lo stampo; un circuito del vuoto, integrato nello stampo o applicato tramite una camera del vuoto periferica, evacua la cavità prima e durante la chiusura. Adatto per cuscinetti piani, lastre, guarnizioni e profili stampati relativamente semplici. Le temperature della piastra in genere variano da Da 150°C a 200°C , con pressioni idrauliche da 10 a 200 tonnellate a seconda delle dimensioni del pezzo e della viscosità del composto.
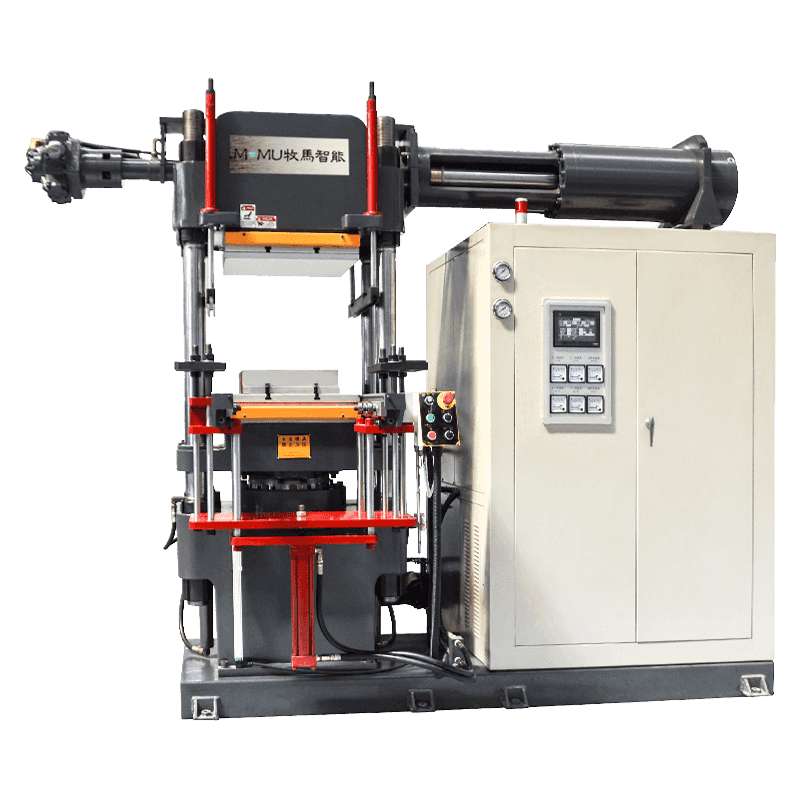
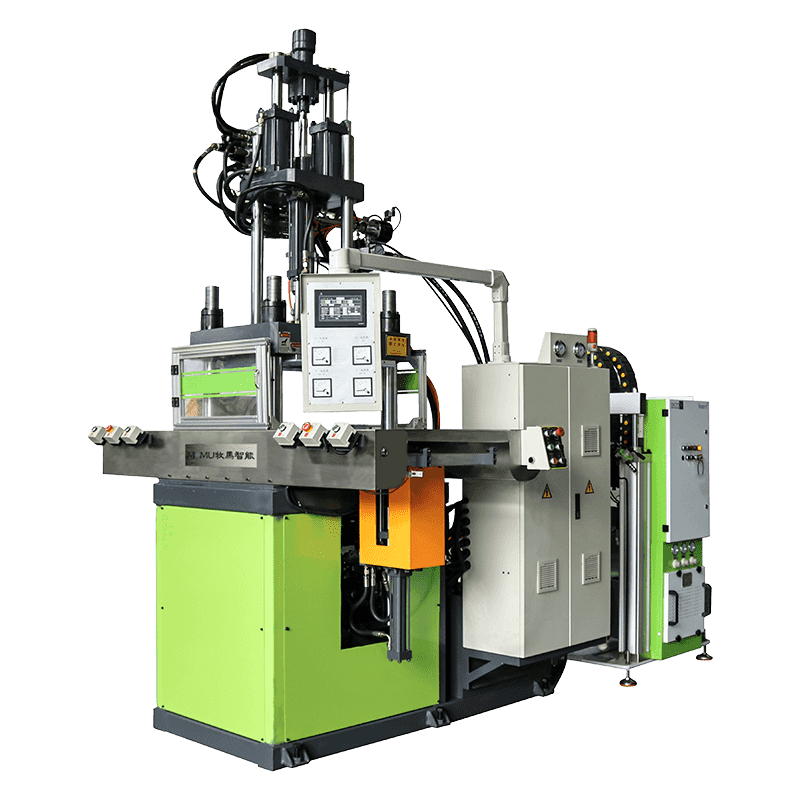
Macchina per lo stampaggio ad iniezione sotto vuoto
Combina l'evacuazione della cavità sotto vuoto con l'iniezione di mescola di gomma preplastificata sotto pressione. Lo stampo viene sigillato ed evacuato prima dell'inizio dell'iniezione, quindi il composto viene iniettato nella cavità evacuata. Questa configurazione offre la migliore coerenza dimensionale per parti tridimensionali complesse prodotte in volumi elevati: guarnizioni per automobili, anelli di tenuta per connettori e componenti di dispositivi medici sono applicazioni tipiche. I tempi di ciclo sono più brevi rispetto allo stampaggio a compressione grazie al dosaggio preciso del composto e al riempimento più rapido.
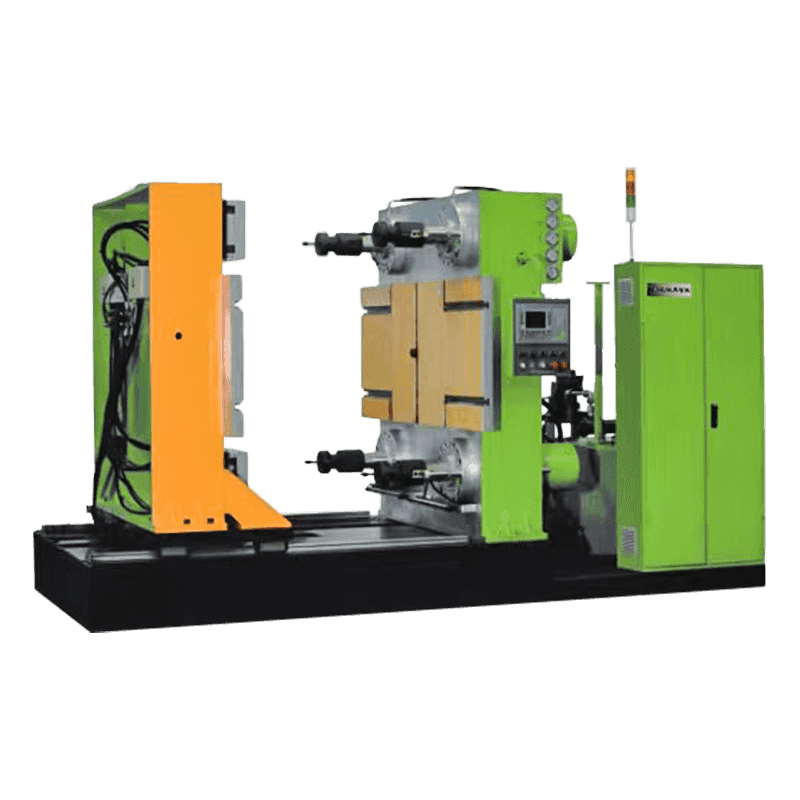
Vulcanizzatore per autoclave sotto vuoto
Utilizzato per parti in gomma di grandi dimensioni e di forma irregolare (tubi flessibili, giunti di dilatazione, tubi rivestiti in gomma e assemblaggi compositi) che non possono essere ospitati da uno stampo a pressa convenzionale. La parte viene posizionata in un sacco a vuoto o in una camera sigillata, evacuata e quindi sottoposta a temperatura e pressione elevate (vapore o aria calda) all'interno del recipiente dell'autoclave. Comune negli incollaggi di gomma aerospaziale e nelle applicazioni di rivestimento in gomma industriale di grandi dimensioni. I tempi di ciclo sono più lunghi ma il processo si adatta a geometrie di parti che nessun altro metodo è in grado di gestire.
Pressa per vulcanizzazione con piastra a vuoto (tipo a nastro trasportatore)
Specificamente progettato per la vulcanizzazione di nastri trasportatori in gomma, lastre per pavimenti e prodotti piatti larghi. Più piastre riscaldate premono un nastro o un foglio alimentato in modo continuo mentre il vuoto viene applicato alla zona di stampa. Comune nella produzione di nastri trasportatori e di pavimentazioni in gomma, dove la larghezza può superare i 2.000 mm ed è richiesta una produttività continua.
Componenti principali del sistema
Una macchina per vulcanizzare la gomma sotto vuoto integra diversi sottosistemi che devono lavorare in coordinamento per ottenere una qualità di polimerizzazione costante.
| Sottosistema | Funzione | Specifica chiave |
|---|---|---|
| Sistema di pompe per vuoto | Evacua la cavità dello stampo alla pressione target | Obiettivo: ≤–0,095 MPa; pompa rotativa a palette o ad anello liquido |
| Piastre/Camera riscaldanti | Fornire e mantenere uniformemente la temperatura di polimerizzazione | ±1–2°C uniformità; riscaldamento elettrico o a vapore |
| Sistema di bloccaggio idraulico | Applica e mantiene la pressione di chiusura dello stampo | Tonnellaggio abbinato all'area della parte e alla viscosità del composto |
| Sistema di sigillatura sottovuoto | Mantiene l'integrità del vuoto durante il ciclo di polimerizzazione | Guarnizioni O-ring o a labirinto sulla linea di giunzione dello stampo |
| Sistema di controllo PLC | Sequenza eventi di vuoto, temperatura e pressione | Profili di cura programmabili; capacità di registrazione dei dati |
| Termoregolatore dello stampo | Riscaldamento rapido e regolazione precisa della temperatura | Controllato da PID; tempo di risposta <30 secondi |
Applicazioni industriali
Le macchine per vulcanizzazione della gomma sotto vuoto vengono utilizzate ovunque la vulcanizzazione convenzionale produca tassi di difetti inaccettabili o dove le proprietà dei materiali devono soddisfare rigorosi standard prestazionali.
Sistemi di tenuta per autoveicoli
Le guarnizioni del vano motore, le guarnizioni di porte e finestrini, gli O-ring del sistema di alimentazione e i diaframmi del sistema frenante sono tra le applicazioni a volume più elevato. Contiene un unico veicolo passeggeri oltre 400 singoli componenti di tenuta in gomma , molti dei quali devono soddisfare gli standard a perdita zero per una durata di servizio di 150.000 km. Lo stampaggio sottovuoto garantisce l'integrità della sezione trasversale priva di vuoti che lo rende possibile.

Attrezzature mediche e farmaceutiche
I componenti in gomma siliconica per dispositivi medici (tubi, tappi, diaframmi, elementi della pompa peristaltica e parti impiantabili) richiedono assoluta assenza di porosità e contaminazione. La vulcanizzazione sotto vuoto è il processo standard accettato per lo stampaggio di silicone per uso medico e le richieste normative per i dispositivi medici di Classe II e III in genere fanno riferimento alla lavorazione sotto vuoto come parte del protocollo di produzione convalidato.
Aerospaziale e Difesa
Le guarnizioni delle porte degli aerei, le guarnizioni di pressurizzazione della cabina, gli elastomeri del sistema di alimentazione e i supporti per l'isolamento dalle vibrazioni devono soddisfare i requisiti AS9100 e le specifiche MIL che affrontano esplicitamente la porosità e la tolleranza dimensionale. La vulcanizzazione in autoclave sotto vuoto è il metodo standard per assemblaggi in gomma di tipo aerospaziale e componenti elastomerici di grande formato.
Elettronica e Semiconduttori
Tastiere in silicone, contatti in elastomero conduttivo, guarnizioni di schermatura EMI e lenti in silicone di grado ottico per applicazioni LED traggono tutti vantaggio dallo stampaggio sotto vuoto. La porosità in questi componenti causa variazioni di resistenza elettrica, dispersione ottica e guasti meccanici prematuri: difetti che la vulcanizzazione sotto vuoto elimina a livello di processo anziché fare affidamento sull'ispezione e sulla selezione a valle.
Tubi flessibili e sistemi di trasporto industriali
I tubi idraulici ad alta pressione, le linee di trasferimento di prodotti chimici e i nastri trasportatori che operano in ambienti abrasivi o chimicamente aggressivi richiedono costruzioni in gomma dense e prive di vuoti per raggiungere le pressioni di scoppio e le durate di servizio nominali. La vulcanizzazione in autoclave sotto vuoto o con pressa a piastra sotto vuoto fornisce la qualità di consolidamento richiesta da queste applicazioni.
Parametri di processo e progettazione del ciclo di cura
Il ciclo di polimerizzazione per la vulcanizzazione sotto vuoto comporta una serie di eventi sequenziati con precisione. Le deviazioni dalla sequenza ottimizzata, in particolare i tempi del vuoto relativi alla rampa di temperatura, influiscono direttamente sulla qualità della parte.
- Caricamento dello stampo e chiusura iniziale — Il composto viene caricato e lo stampo viene chiuso in una posizione "fessurata" (parzialmente chiusa) per consentire l'aspirazione del vuoto senza compressione completa.
- Applicazione sottovuoto — La pompa per vuoto evacua la cavità dello stampo alla pressione target (tipicamente ≤–0,09 MPa). Questa fase dura tipicamente da 30 a 120 secondi a seconda del volume della cavità e del contenuto di gas composto. Il vuoto deve essere raggiunto prima che inizi un significativo trasferimento di calore al composto — il riscaldamento prematuro avvia la reticolazione prima che il degasaggio sia completo.
- Chiusura completa dello stampo sotto vuoto — Una volta confermato il vuoto target, viene applicata la pressione di bloccaggio idraulica completa. Il composto scorre nella cavità evacuata sotto pressione combinata di vuoto e meccanica.
- Cura isotermica — La temperatura dello stampo viene mantenuta alla temperatura di polimerizzazione specificata (tipicamente 150–180°C per composti NR/SBR; 170–200°C per silicone) per il tempo di polimerizzazione t90 calcolato, ovvero il tempo necessario per raggiungere il 90% della densità massima di reticolazione determinata dall'analisi del reometro.
- Rilascio della pressione e sformatura — Al termine della polimerizzazione, la pressione di bloccaggio viene rilasciata, il vuoto viene scaricato e lo stampo viene aperto per la rimozione della parte. La vulcanizzazione secondaria post-indurimento in un forno può essere specificata per alcuni composti siliconici e fluoroelastomerici per completare la reticolazione ed eliminare i sottoprodotti della polimerizzazione.
Criteri di selezione dell'attrezzatura
Selezionando il diritto macchina vulcanizzatrice sotto vuoto per una determinata applicazione è necessario valutare diversi fattori interdipendenti. Semplificare eccessivamente questa decisione porta a apparecchiature sottospecificate che non possono raggiungere la qualità richiesta, o a macchine sovraingegnerizzate le cui capacità non vengono mai utilizzate.
- Dimensioni e geometria della parte — I profili piatti o semplici si adattano alle configurazioni della pressa a compressione; parti tridimensionali complesse richiedono capacità di stampaggio a iniezione; forme grandi o irregolari necessitano di lavorazione in autoclave.
- Tipo di mescola di gomma — Silicone, EPDM, NBR, fluoroelastomero e gomma naturale hanno ciascuno requisiti specifici di temperatura di polimerizzazione, pressione e sensibilità al vuoto che influenzano le specifiche della macchina.
- Volume di produzione — La produzione in grandi volumi giustifica l’investimento in presse a iniezione multi-cavità con sformatura automatizzata; il lavoro con volumi ridotti o prototipi è meglio gestito da unità di compressione più piccole e flessibili.
- Profondità del vuoto e tempo di permanenza — Le applicazioni con composti altamente viscosi o formulazioni ad alto contenuto di gas richiedono un vuoto più profondo (vicino a –0,098 MPa) e tempi di attesa dell'evacuazione più lunghi prima dell'inizio della polimerizzazione.
- Specifica dell'uniformità della temperatura — Le parti mediche e aerospaziali con tolleranza stretta richiedono un'uniformità della temperatura della piastra di ±1°C o migliore; le applicazioni industriali generali possono accettare ±3–5°C.
- Requisiti di automazione e registrazione dei dati — I settori regolamentati (medico, aerospaziale, a contatto con gli alimenti) richiedono la registrazione completa dei parametri di processo, la tracciabilità per lotto e profili di polimerizzazione controllati da PLC che non possono essere sovrascritti manualmente durante la produzione.
Un audit completo del processo, che esamina la formulazione dei composti, la progettazione delle parti, i requisiti di qualità e il volume di produzione, condotto prima dell'acquisto delle apparecchiature, evita costosi errori di specifica e garantisce che la macchina selezionata fornisca l'output richiesto dalla messa in servizio in poi.