Lo stampaggio a compressione della gomma è uno dei processi più antichi e ampiamente utilizzati nella produzione di parti in gomma e la macchina al centro di questo processo, la macchina per lo stampaggio a compressione della gomma, rimane una pietra angolare delle linee di produzione nei settori automobilistico, aerospaziale, delle guarnizioni industriali e dei beni di consumo. Nonostante l’aumento delle tecnologie di stampaggio a iniezione e trasferimento, lo stampaggio a compressione resiste grazie alla sua semplicità, ai vantaggi in termini di costi degli utensili e all’idoneità per un’ampia gamma di mescole di gomma e geometrie delle parti. Comprendere come funzionano queste macchine, cosa distingue le attrezzature di alta qualità dalla media e come abbinare le specifiche della macchina alle vostre esigenze di produzione è essenziale per ingegneri, responsabili degli approvvigionamenti e operatori di impianti che lavorano con prodotti in gomma vulcanizzata.
Cosa fa una macchina per lo stampaggio a compressione della gomma
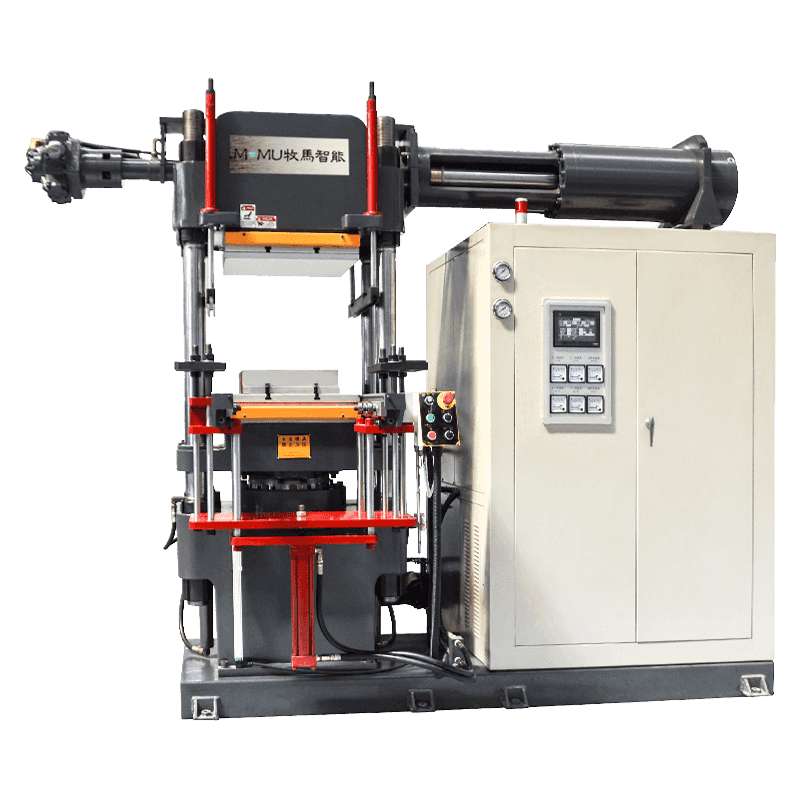
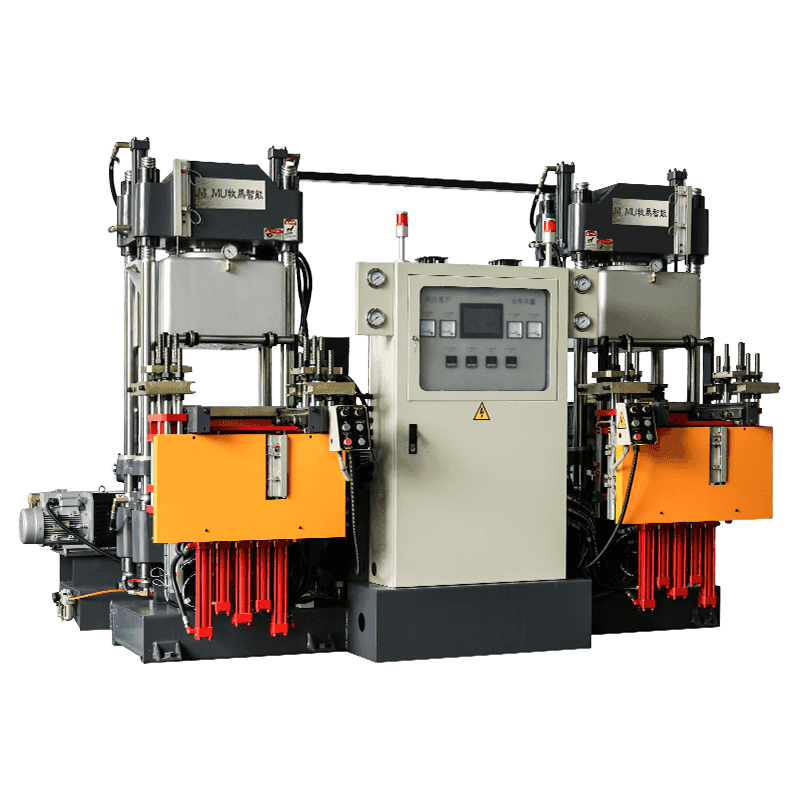
A macchina per lo stampaggio a compressione della gomma applica calore e pressione controllati a una carica premisurata di composto di gomma non polimerizzato posizionato direttamente in una cavità dello stampo aperta. Quando la macchina chiude lo stampo sotto pressione idraulica, la gomma è costretta ad adattarsi alla forma della cavità. Il calore sostenuto, in genere tra 150°C e 200°C a seconda del composto, innesca la vulcanizzazione, il processo di reticolazione chimica che trasforma il composto di gomma morbido e flessibile in una parte finita durevole ed elastica. Una volta completato il ciclo di polimerizzazione, lo stampo si apre e la parte viene rimossa, spesso richiedendo la sbavatura manuale per tagliare il materiale in eccesso che è confluito nella linea di giunzione.
Il processo di stampaggio a compressione è particolarmente adatto per gomma naturale, EPDM, silicone, neoprene, nitrile (NBR) e fluoroelastomeri (FKM/Viton). Viene comunemente utilizzato per produrre guarnizioni, guarnizioni, O-ring, antivibranti, diaframmi, boccole e profili in gomma personalizzati. Poiché lo stampo è aperto durante il caricamento, lo stampaggio a compressione accoglie gomma rinforzata con tessuto, parti legate con gomma-metallo e si inserisce in modo più naturale rispetto ai processi di stampaggio a iniezione, rendendolo il metodo preferito per componenti complessi in gomma composita.
Componenti principali di una macchina per lo stampaggio a compressione della gomma
Comprendere i componenti principali di una macchina per lo stampaggio a compressione chiarisce sia i suoi principi di funzionamento che i fattori chiave di qualità da valutare quando si confrontano modelli di diversi produttori.
Sistema idraulico
L'impianto idraulico è il cuore generatore di forza della macchina. Una pompa idraulica spinge il fluido nei cilindri che azionano la piastra mobile, generando la forza di bloccaggio che chiude lo stampo e mantiene la pressione durante tutto il ciclo di polimerizzazione. La forza di chiusura viene misurata in tonnellate e determina direttamente la dimensione massima dello stampo e la pressione nella cavità ottenibile. Le macchine spaziano da piccole unità da banco da 10 a 50 tonnellate per lavori di laboratorio e prototipi, fino a presse di produzione di grandi dimensioni che superano le 1.000 tonnellate per componenti automobilistici e industriali. La stabilità della pressione del sistema idraulico durante la polimerizzazione è fondamentale: le fluttuazioni causano variazioni dimensionali nella parte finita e possono provocare un riempimento incompleto o vuoti nella gomma.

Piastre riscaldate
Le piastre superiore e inferiore sono piastre metalliche piatte e rettificate di precisione che sostengono le metà dello stampo e trasferiscono il calore al loro interno. Il riscaldamento interno dei piani avviene tramite resistenze elettriche, circolazione di vapore o olio caldo. Il riscaldamento elettrico è più comune nelle macchine moderne grazie alla sua precisa controllabilità e facilità di manutenzione. Il riscaldamento a vapore offre velocità di riscaldamento elevate ma richiede infrastrutture e sistemi di gestione della pressione. L'uniformità della distribuzione della temperatura sulla superficie della piastra è uno degli indicatori di qualità più importanti per una macchina per lo stampaggio a compressione: una variazione di temperatura superiore a ±3°C sulla piastra può causare una polimerizzazione non uniforme, con conseguenti parti con durezza, densità e precisione dimensionale incoerenti nello stampo.
Sistema di controllo
Le moderne macchine per lo stampaggio a compressione della gomma utilizzano sistemi di controllo basati su PLC (controllore logico programmabile) con pannelli HMI (interfaccia uomo-macchina) touchscreen che consentono agli operatori di programmare e memorizzare ricette di polimerizzazione, combinazioni di impostazioni di temperatura, pressione e tempo per mescole di gomma specifiche e geometrie delle parti. Le macchine avanzate offrono controllo della pressione a più stadi, respirazione automatica dello stampo (rilascio momentaneo controllato della pressione per consentire all'aria intrappolata e alle sostanze volatili di fuoriuscire durante la polimerizzazione) e integrazione con il monitoraggio della produzione e i sistemi di dati sulla qualità. Le macchine entry-level possono utilizzare controlli timer e termostati più semplici basati su relè o analogici, che limitano la precisione e la tracciabilità ma riducono i costi.
Parametri chiave del processo e come influiscono sulla qualità delle parti
La qualità dello stampaggio a compressione della gomma è regolata da tre parametri di processo interdipendenti: temperatura, pressione e tempo. Ottenere questi risultati corretti per una specifica mescola di gomma e un design di stampo è il fondamento di una produzione coerente.
| Parametro | Gamma tipica | Effetto di troppo basso | Effetto di troppo alto |
| Temperatura | 150°C – 200°C | Sottocura; parti molli e deboli | sovrastampa; fragilità, degrado della superficie |
| Pressione | Pressione nella cavità 5 – 15 MPa | Riempimento incompleto; porosità; colpi brevi | Flash eccessivo; danni alla muffa |
| Tempo di cura | 2 – 20 minuti (a seconda del composto) | Sottocura; appiccicosità; scarse proprietà meccaniche | Reversione (in NR); tempo di ciclo sprecato |
Il tempo di polimerizzazione è specifico del composto e deve essere stabilito tramite test del reometro (utilizzando strumenti come un MDR – reometro a matrice mobile) prima dell'inizio della produzione. Il reometro genera una curva di polimerizzazione che mostra il tempo di polimerizzazione ottimale (T90 — il tempo per raggiungere il 90% della coppia massima) per una determinata temperatura. L'utilizzo delle parti a T90 anziché la polimerizzazione eccessiva riduce il tempo di ciclo e il consumo di energia senza compromettere le proprietà meccaniche. Molti impianti di produzione archiviano i dati di polimerizzazione del reometro insieme alle ricette di polimerizzazione PLC per mantenere la tracciabilità e consentire una rapida regolazione delle ricette quando cambiano i lotti di materie prime.
Tipi di macchine per lo stampaggio a compressione della gomma
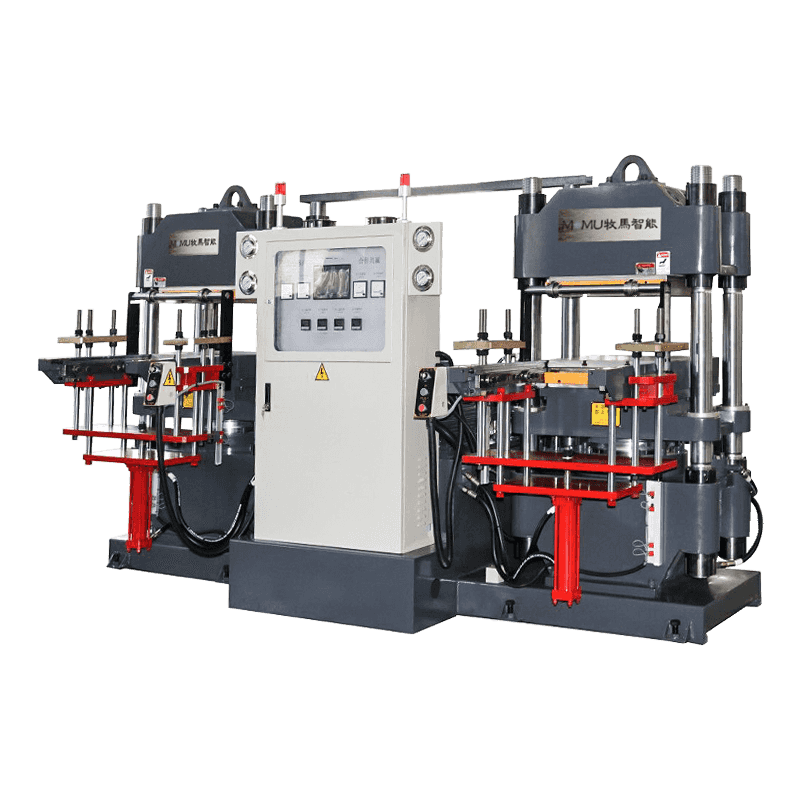
Le macchine per lo stampaggio a compressione della gomma sono disponibili in diverse configurazioni strutturali e operative, ciascuna adatta a diverse scale di produzione e requisiti dei pezzi.
- Pressa a una giornata: La configurazione più comune, con un set di piastre superiore e inferiore che si aprono e si chiudono in un'unica azione. Semplice da utilizzare e manutenere e adatto alla maggior parte della produzione standard di parti in gomma. Disponibili in dimensioni, dai modelli da laboratorio da banco alle grandi presse industriali.
- Pressa multivano: Presenta più livelli di apertura dello stampo (luce diurna) impilati verticalmente all'interno di un singolo telaio della pressa, consentendo la polimerizzazione simultanea di più stampi in un unico ciclo di pressa. Aumenta significativamente la produttività per ingombro della macchina ed è ampiamente utilizzato nella produzione di guarnizioni e tenute in grandi volumi.
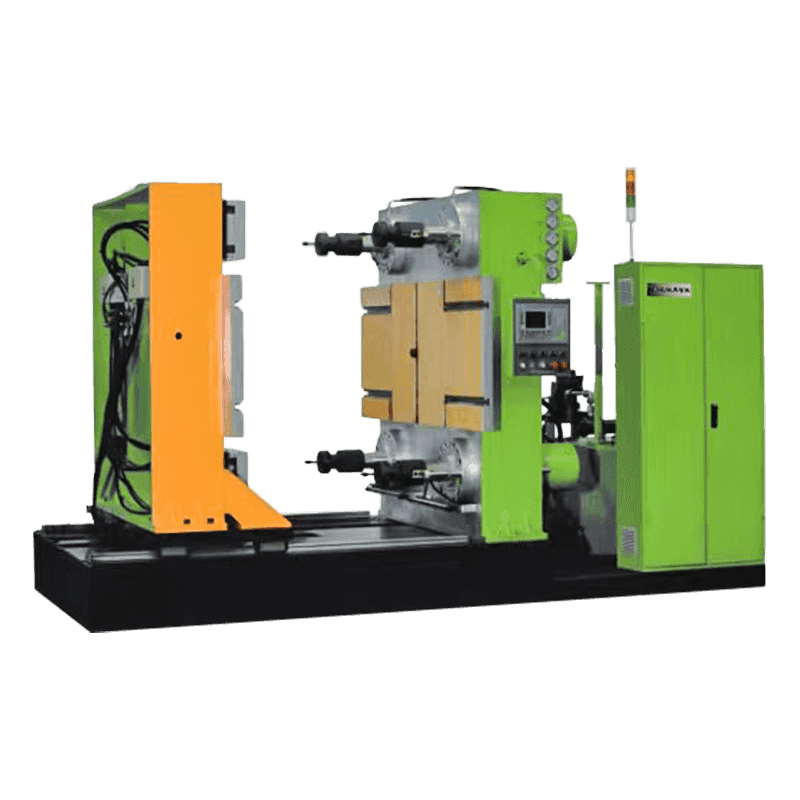
- Pressa a tavola rotante: Utilizza un carosello rotante di stazioni di stampo che si indicizzano attraverso le posizioni di carico, pressatura e scarico. Consente il funzionamento continuo con tempi di inattività ridotti dell'operatore tra un ciclo e l'altro, ideale per la produzione in grandi volumi di parti di piccole e medie dimensioni.
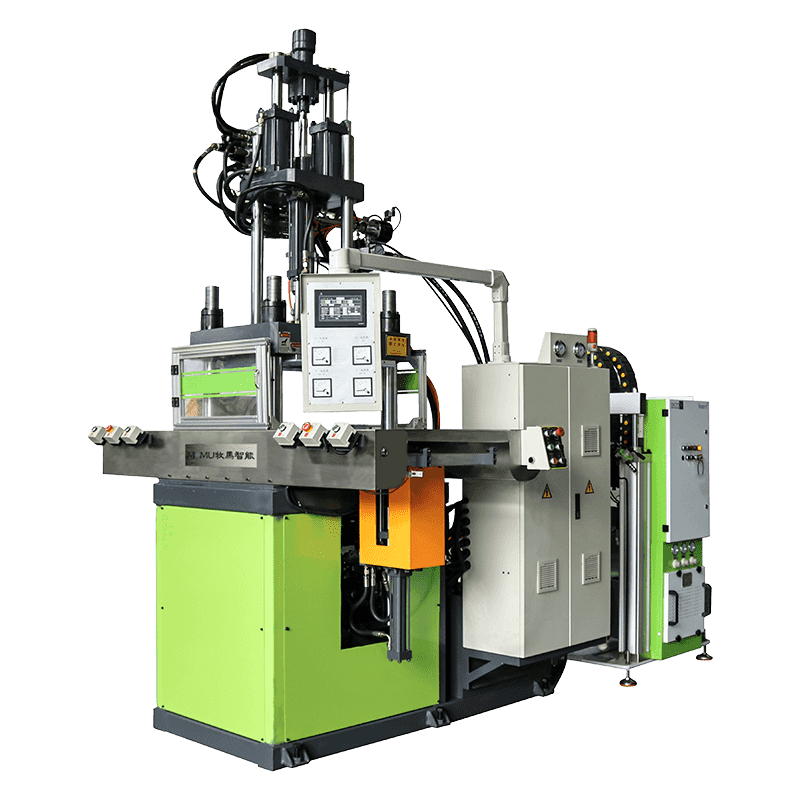
- Macchina per lo stampaggio a compressione sotto vuoto: Dotate di una camera a vuoto attorno alla zona dello stampo, queste macchine aspirano l'aria dalla cavità dello stampo prima e durante la chiusura. Ciò impedisce l'intrappolamento di aria nella gomma, il che è fondamentale per le parti in silicone e altre applicazioni in cui la porosità è inaccettabile, come dispositivi medici, guarnizioni a contatto con alimenti e diaframmi ad alte prestazioni.
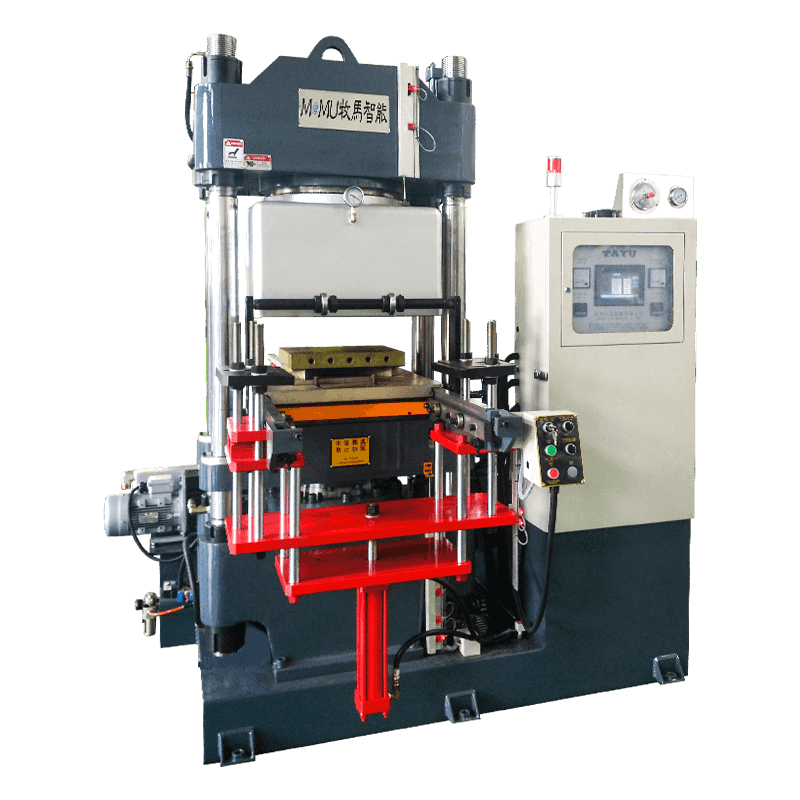
- Pressa idraulica a quattro colonne: Utilizza quattro colonne di guida verticali attorno all'area della piastra per un parallelismo preciso durante la chiusura dello stampo. Preferito per stampi di grandi dimensioni o di precisione in cui la deflessione o il disallineamento della piastra causerebbero sbavature irregolari, disallineamento della linea di giunzione o variazioni dimensionali nello stampo.
Stampaggio a compressione vs. stampaggio a trasferimento e ad iniezione per la gomma
I produttori di gomma spesso devono decidere se lo stampaggio a compressione, trasferimento o iniezione sia il processo giusto per una parte specifica. Ciascuno presenta chiari vantaggi e limiti che dovrebbero essere valutati rispetto al volume di produzione, alla complessità delle parti, al tipo di materiale e al budget degli utensili.
| Fattore | Compressione | Trasferimento | Iniezione |
| Costo degli utensili | Basso | Medio | Alto |
| Tempo di ciclo | Più a lungo | Medio | Il più breve |
| Rifiuti materiali | Moderato (lampo) | Moderato (vaso/canale) | Basso |
| Complessità della parte | Basso to Medium | Medio | Alto |
| Inserisci modanatura | Eccellente | Bene | Limitato |
| Idoneità al volume | Basso to medium | Medio | Alto volume |
| Abilità dell'operatore richiesta | Moderato | Moderato | Altoer |
Lo stampaggio a compressione vince costantemente in termini di costo degli utensili e flessibilità di stampaggio con inserti, motivo per cui rimane il processo dominante per lo sviluppo di prototipi, cicli di produzione brevi e parti che richiedono l'incollaggio di metallo o tessuto. Per applicazioni con volumi molto elevati in cui il costo della manodopera per pezzo diventa il fattore economico dominante, il ciclo automatizzato dello stampaggio a iniezione e i requisiti minimi di sbavatura generalmente giustificano un investimento più elevato in attrezzature e attrezzature.
Cosa valutare quando si sceglie una macchina per lo stampaggio a compressione della gomma
La scelta della macchina giusta richiede un attento allineamento tra le specifiche del prodotto, i volumi di produzione, le mescole di gomma e l'ambiente operativo. L'acquisto di attrezzature non specificate crea colli di bottiglia; specificazione eccessiva del capitale relativo ai rifiuti. I seguenti criteri dovrebbero guidare qualsiasi valutazione seria:
- Forza di serraggio: Calcolare il tonnellaggio richiesto in base alla pressione prevista della cavità (tipicamente da 7 a 12 MPa per la maggior parte delle mescole di gomma) moltiplicata per l'area totale proiettata di tutte le cavità più l'area di evaporazione nello stampo. Includere sempre un margine di sicurezza di almeno il 20% per accogliere le variazioni tra i composti e la progettazione dello stampo.
- Dimensioni della piastra: La piastra deve essere sufficientemente grande da accogliere lo stampo più grande, con spazio libero su tutti i lati per il bloccaggio e l'uniformità termica. Le dimensioni standard delle piastre vanno da 200 × 200 mm per piccole presse da laboratorio a 1.200 × 1.200 mm o più per macchine di produzione industriale.
- Uniformità della temperatura: Richiedere le specifiche di uniformità della temperatura della piastra del produttore e verificarle in modo indipendente, se possibile. Per le parti di precisione in silicone o gomma per uso medico, è essenziale un'uniformità di ±2°C o migliore su tutta la superficie della piastra.
- Apertura diurna: La distanza massima tra le piastre aperte deve adattarsi all'altezza dello stampo più lo spazio per la rimozione e il caricamento delle parti. La luce del giorno insufficiente costringe gli operatori a posizioni scomode che rallentano i tempi di ciclo e aumentano il rischio ergonomico.
- Sofisticazione del sistema di controllo: Valuta se l'archiviazione delle ricette del PLC, la registrazione dei dati e le funzionalità di monitoraggio remoto sono in linea con i tuoi requisiti di gestione della qualità e tracciabilità. Settori come quello automobilistico (IATF 16949) e quello medico (ISO 13485) hanno aspettative specifiche sulla documentazione di processo che le macchine più semplici non possono supportare.
- Assistenza post vendita e disponibilità ricambi: Le guarnizioni idrauliche, gli elementi riscaldanti e i componenti di controllo si usurano nel tempo. Confermare che il produttore o un distributore locale mantenga un inventario dei pezzi di ricambio e possa fornire supporto tecnico entro tempi di risposta accettabili per il proprio ambiente di produzione.
Pratiche di manutenzione che prolungano la durata della macchina e proteggono la qualità delle parti
Una macchina per lo stampaggio a compressione della gomma che opera in condizioni di produzione è soggetta a continui cicli termici, sollecitazioni di pressione idraulica e contaminazione della mescola di gomma. Una routine di manutenzione disciplinata non è un optional: costituisce la differenza tra una macchina che fornisce risultati costanti per 20 anni e una che genera difetti e tempi di fermo entro cinque anni.
- Giornaliero: Pulire le superfici della piastra e le superfici di separazione dello stampo da bave e residui di composto utilizzando un agente distaccante appropriato e strumenti non abrasivi. Ispezionare il livello del fluido idraulico e verificare la presenza di perdite visibili attorno alle guarnizioni e ai raccordi del cilindro. Verificare le letture della temperatura della piastra rispetto a una termocoppia calibrata.
- Settimanale: Controllare le condizioni del fluido idraulico e lo stato del filtro. Ispezionare le colonne guida e il parallelismo della piastra. Verificare che tutti gli interblocchi di sicurezza, compresi gli arresti di emergenza, le barriere fotoelettriche e le valvole limitatrici di pressione, funzionino correttamente.
- Mensile: Calibrare i termoregolatori e le termocoppie rispetto a un riferimento tracciabile. Ispezionare la resistenza degli elementi riscaldanti per identificare gli elementi prossimi alla fine del ciclo di vita prima che falliscano nella produzione. Controllare le guarnizioni del cilindro idraulico per eventuali segni di trafilamento.
- Annualmente: Cambio completo del fluido idraulico e sostituzione del filtro. Misurazione della planarità della piastra e correzione se necessario. Ispezione completa dell'impianto elettrico, compresa la tenuta dei terminali, la resistenza di isolamento e la sostituzione della batteria del PLC.
Una macchina per lo stampaggio a compressione della gomma è un investimento di capitale a lungo termine il cui rendimento dipende tanto dalla disciplina del processo quanto dalla qualità della macchina. Abbinare le giuste specifiche della macchina alla vostra gamma di prodotti, stabilire parametri di processo precisi per ciascun composto e mantenere le attrezzature secondo gli standard del produttore sono i tre pilastri dello stampaggio a compressione della gomma produttivo ed economicamente vantaggioso. Per i produttori che riescono a ottenere la giusta combinazione, lo stampaggio a compressione rimane uno dei processi di formatura della gomma più affidabili ed economicamente efficienti disponibili.