Che cos'è una macchina per vulcanizzare la gomma sottovuoto e come funziona?
A macchina per vulcanizzare la gomma sotto vuoto è un pezzo specializzato di attrezzatura industriale che utilizza calore controllato, pressione e un ambiente sottovuoto per polimerizzare chimicamente la gomma grezza o mescolata nella sua forma finale e durevole. La vulcanizzazione stessa è il processo mediante il quale le catene polimeriche nella gomma vengono reticolate, in genere attraverso sistemi di polimerizzazione a base di zolfo o perossido, trasformando la gomma grezza morbida, appiccicosa e dimensionalmente instabile in un materiale con elevata elasticità, resistenza alla trazione, resistenza all'abrasione e stabilità termica. L'aggiunta del vuoto al processo di vulcanizzazione è ciò che distingue questa classe di macchine dalle convenzionali apparecchiature di polimerizzazione a pressa o in autoclave.
In una pressa di vulcanizzazione standard, l'aria può rimanere intrappolata tra la mescola di gomma e la superficie dello stampo durante la fase di chiusura, causando vuoti, formazione di bolle sulla superficie, riempimento incompleto in aree di dettaglio fini e densità incoerente in tutta la parte. Una macchina per vulcanizzare la gomma sotto vuoto evacua quest'aria prima e durante il ciclo di stampaggio creando un vuoto all'interno di una camera sigillata che circonda lo stampo. Una volta rimossa la pressione atmosferica, la gomma scorre uniformemente in ogni contorno dello stampo, i gas disciolti nel composto vengono estratti e la parte polimerizzata risultante raggiunge una microstruttura più densa e uniforme con una finitura superficiale superiore rispetto alla polimerizzazione senza vuoto.
Il ciclo operativo di una macchina per vulcanizzazione sotto vuoto segue generalmente una sequenza fissa: la carica di gomma viene caricata nello stampo, lo stampo viene chiuso e sigillato all'interno della camera a vuoto, la pompa a vuoto evacua la camera fino a una pressione negativa target, in genere compresa tra -0,08 MPa e -0,1 MPa, quindi vengono applicati contemporaneamente calore e pressione idraulica o pneumatica per polimerizzare la parte. I tempi di ciclo variano da pochi minuti a più di un'ora a seconda della mescola di gomma, dello spessore della parete della parte e della temperatura di polimerizzazione, che in genere varia da 140°C a 200°C per la maggior parte degli elastomeri industriali.

Componenti principali e loro funzioni
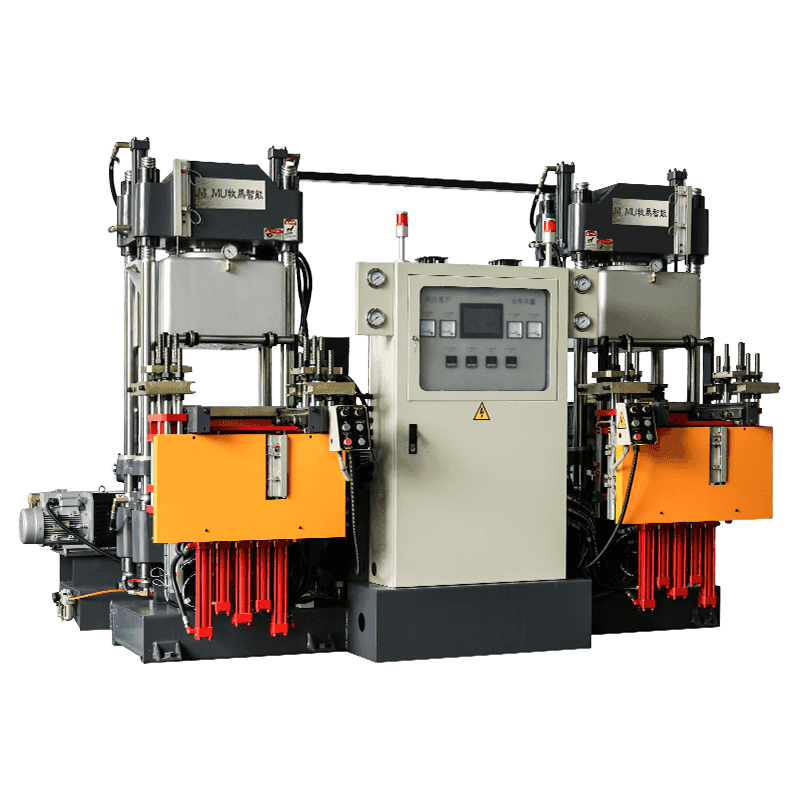
Comprendere l'architettura meccanica di una macchina per la vulcanizzazione della gomma sottovuoto aiuta gli ingegneri e i team di approvvigionamento a valutare la qualità delle apparecchiature, a risolvere i problemi prestazionali e a specificare correttamente le macchine per i loro requisiti di produzione. I principali sottosistemi funzionali sono strettamente integrati e ciascuno svolge un ruolo diretto nella qualità del prodotto.
Piastre riscaldanti e sistema di controllo della temperatura
Le piastre riscaldanti sono le superfici primarie di trasferimento del calore che circondano lo stampo e conducono energia termica nella mescola di gomma durante la polimerizzazione. Nella maggior parte delle macchine per vulcanizzazione sotto vuoto, le piastre sono riscaldate da elementi di resistenza elettrica incorporati all'interno di piastre di acciaio o ghisa lavorate, sebbene le piastre riscaldate a vapore siano utilizzate anche in ambienti di produzione ad alto volume dove è disponibile una fornitura di vapore centralizzata. Una distribuzione precisa e uniforme della temperatura sulla superficie della piastra è fondamentale: variazioni di temperatura superiori a ±3°C tra le zone possono provocare stati di polimerizzazione non uniformi all'interno della parte, producendo aree di polimerizzazione insufficiente (morbide, deboli) accanto ad aree di polimerizzazione eccessiva (fragili, degradate). Le macchine moderne utilizzano termoregolatori PID (proporzionale-integrale-derivativo) con più zone di riscaldamento indipendenti e feedback tramite termocoppia per mantenere una stretta uniformità termica durante tutto il ciclo.
Sistema sottovuoto e camera di sigillatura
Il sistema del vuoto è costituito da una pompa del vuoto, in genere del tipo rotativo a palette o a vite secca, collegata a una camera sigillata che racchiude l'area dello stampo. L'integrità della tenuta di questa camera è uno dei parametri di qualità più critici della macchina: qualsiasi perdita nelle guarnizioni della camera, nelle guarnizioni delle porte o nelle interfacce delle piastre limiterà il livello di vuoto raggiungibile e consentirà l'ingresso di aria durante il ciclo di polimerizzazione. Le macchine di alta qualità utilizzano guarnizioni in silicone rinforzato o fluoroelastomero classificate per il funzionamento continuo a temperature di polimerizzazione. Il livello di vuoto è monitorato da un vacuometro e controllato da un sistema di valvole automatizzato che mantiene la pressione target dall'evacuazione iniziale per tutto il tempo di permanenza della polimerizzazione.
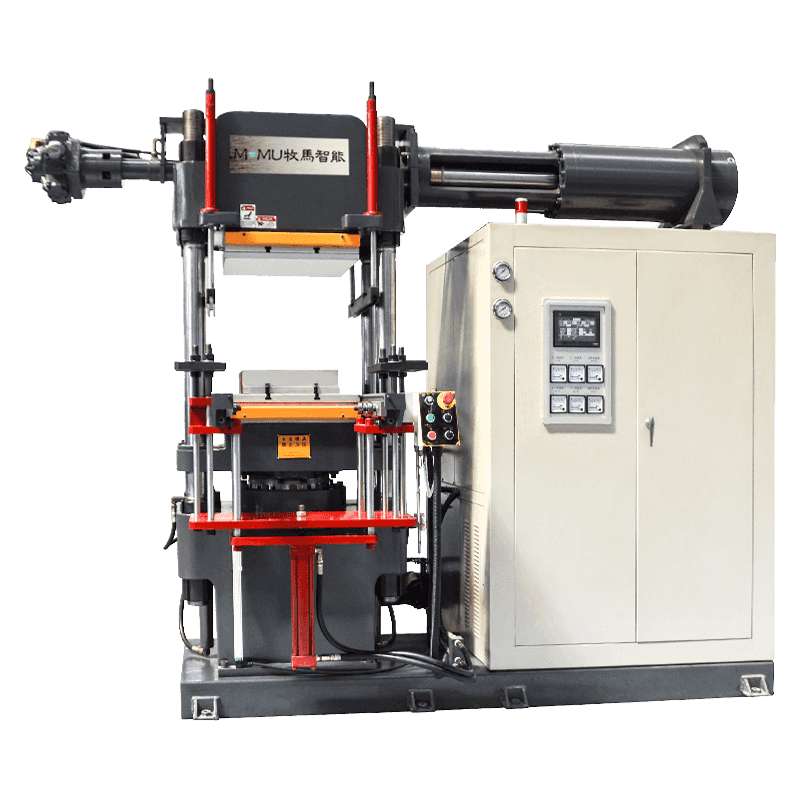
Sistema di pressatura idraulica o pneumatica
La forza di bloccaggio viene applicata allo stampo tramite un cilindro idraulico o un attuatore pneumatico che spinge la piastra superiore verso il basso contro la piastra inferiore. La pressione di bloccaggio deve essere sufficiente a mantenere le metà dello stampo chiuse contro la pressione interna generata dalla mescola di gomma mentre si riscalda, si ammorbidisce e scorre durante la polimerizzazione. Una pressione di bloccaggio insufficiente provoca bave (sottili alette di gomma indurita che fuoriescono tra le linee di divisione dello stampo), mentre una pressione eccessiva può danneggiare i dettagli fini dello stampo o distorcere le cavità dello stampo a pareti sottili. I sistemi idraulici offrono un controllo della pressione più preciso e regolabile e sono preferiti per le macchine di produzione. Le forze di serraggio variano generalmente da poche tonnellate su piccole macchine da laboratorio a diverse centinaia di tonnellate su grandi presse industriali utilizzate per componenti di tenuta automobilistici e industriali.
Vantaggi della polimerizzazione sotto vuoto rispetto alla vulcanizzazione convenzionale
La decisione di investire nella tecnologia di vulcanizzazione sotto vuoto rispetto a una pressa convenzionale è guidata dai miglioramenti misurabili della qualità e dall’efficienza dei processi che offre su un’ampia gamma di prodotti in gomma. I seguenti vantaggi sono costantemente segnalati dai produttori che sono passati dalla pressatura standard alla polimerizzazione sotto vuoto:
- Eliminazione dei difetti nulli: L'aria intrappolata e i gas volatili vengono rimossi prima che inizi la polimerizzazione, eliminando la porosità e i difetti di formazione di bolle che sono comuni nelle parti in gomma pressate convenzionalmente, in particolare nelle sezioni trasversali spesse e nelle geometrie delle cavità chiuse.
- Finitura superficiale superiore: Senza barriera d'aria tra il composto e la superficie dello stampo, la gomma riproduce la struttura e i dettagli fini dello stampo con una fedeltà molto maggiore, producendo parti con superfici più lisce e uniformi che richiedono meno finiture post-polimerizzazione.
- Proprietà meccaniche migliorate: Le parti polimerizzate sotto vuoto mostrano una maggiore resistenza alla trazione, un migliore allungamento a rottura e una durezza più costante perché la rete polimerica si forma senza discontinuità interne causate dal gas intrappolato.
- Miglior flusso del composto e riempimento dello stampo: Il flusso assistito dal vuoto consente ai composti di gomma di riempire completamente le geometrie complesse dello stampo, inclusi sottosquadri, nervature sottili e passaggi di piccolo diametro, che intrappolerebbero l'aria e darebbero luogo a stampi brevi in condizioni di assenza di vuoto.
- Tassi di scarto e rifiuto inferiori: La combinazione di eliminazione dei difetti e controllo coerente del processo riduce direttamente la percentuale di parti scartate durante il controllo qualità, migliorando la resa e riducendo gli sprechi di materiale.
- Compatibilità con composti sensibili: Alcuni composti di gomma speciali, tra cui formulazioni di silicone, fluoroelastomero (FKM) ed EPDM, contengono plastificanti a basso punto di ebollizione o coadiuvanti tecnologici che possono volatilizzare e causare difetti in condizioni di polimerizzazione atmosferica. La polimerizzazione sotto vuoto gestisce queste sostanze volatili in modo efficace.
Industrie e applicazioni che si affidano alla vulcanizzazione sotto vuoto
Le macchine per vulcanizzazione della gomma sotto vuoto vengono utilizzate in un'ampia gamma di settori in cui la precisione dimensionale, la qualità della superficie e l'integrità interna dei componenti in gomma non sono negoziabili. I seguenti settori rappresentano le principali aree di applicazione:
- Sistemi di tenuta automobilistici: Le guarnizioni delle porte, le guarnizioni dei canali dei finestrini, le guarnizioni del motore, gli O-ring e i supporti antivibranti richiedono gomma polimerizzata senza difetti con tolleranze dimensionali strette. La polimerizzazione sotto vuoto è una pratica standard per le applicazioni di sigillatura automobilistica di alta qualità.
- Aerospaziale e Difesa: Le guarnizioni del sistema di alimentazione degli aerei, gli O-ring idraulici e gli isolatori di vibrazioni realizzati in fluoroelastomero o silicone vengono regolarmente polimerizzati sotto vuoto per soddisfare rigorosi standard di qualità aerospaziale che vietano vuoti interni nei componenti elastomerici strutturali.
- Attrezzature mediche e farmaceutiche: Le membrane, i diaframmi, i componenti dei tubi e le guarnizioni in silicone utilizzati nei dispositivi medici e nelle apparecchiature di lavorazione farmaceutica devono essere privi di porosità interna che potrebbe ospitare contaminanti o compromettere le prestazioni meccaniche in servizio critico.
- Elettronica e isolamento elettrico: Tastiere in gomma, guarnizioni dei connettori, componenti isolanti dei cavi e parti di incapsulamento in silicone per i componenti elettronici richiedono proprietà dielettriche costanti e qualità superficiale garantite dalla polimerizzazione sotto vuoto.
- Produzione di calzature: Le macchine per la vulcanizzazione sotto vuoto sono ampiamente utilizzate nella produzione di suole per scarpe, in particolare per suole in EVA e gomma, dove le sacche d'aria creerebbero punti deboli nella struttura della suola e influenzerebbero il legame tra gli strati.
- Rulli e rivestimenti industriali: I rulli rivestiti in gomma per la stampa, la lavorazione tessile e la produzione della carta vengono polimerizzati sotto vuoto per garantire la completa adesione della gomma all'anima metallica e una durezza uniforme su tutta la faccia del rullo.
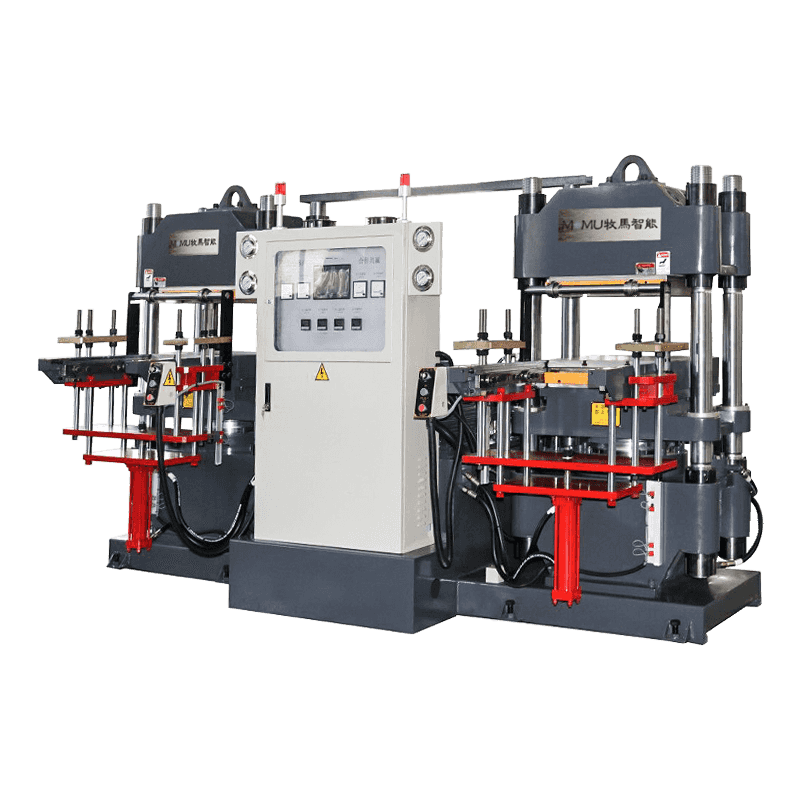
Tipi e configurazioni di macchine per vulcanizzazione sotto vuoto
Le macchine per vulcanizzazione della gomma sotto vuoto sono disponibili in diverse configurazioni adatte a diverse scale di produzione, dimensioni delle parti e requisiti di processo. La selezione della configurazione corretta è un passo importante nelle specifiche dell'apparecchiatura.
| Tipo di macchina | Configurazione | Più adatto per |
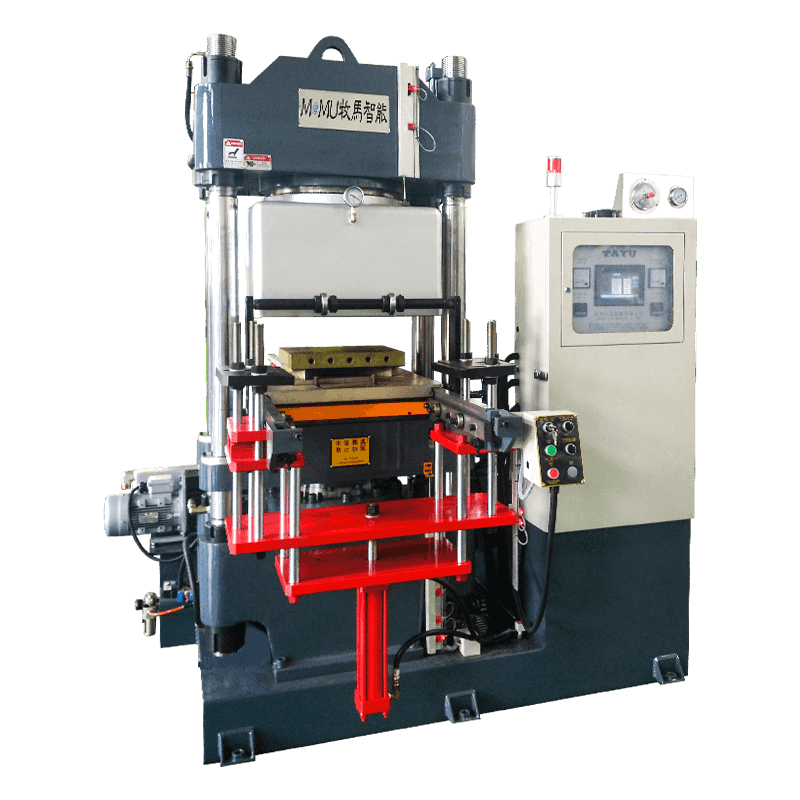
| Pressa sottovuoto a luce singola | Un'apertura dello stampo tra due piastre riscaldate | Pezzi di piccole e medie dimensioni, lavori di laboratorio e prototipi |
| Pressa sottovuoto multi-luce | Livelli multipli di stampo polimerizzati simultaneamente | Parti piatte di grandi volumi, lamiere, suole per calzature |
| Sistema con sacchetto sottovuoto/autoclave | Il sacco a vuoto flessibile racchiude la parte nella camera riscaldata | Parti grandi e dalla forma complessa e laminati in gomma composita |
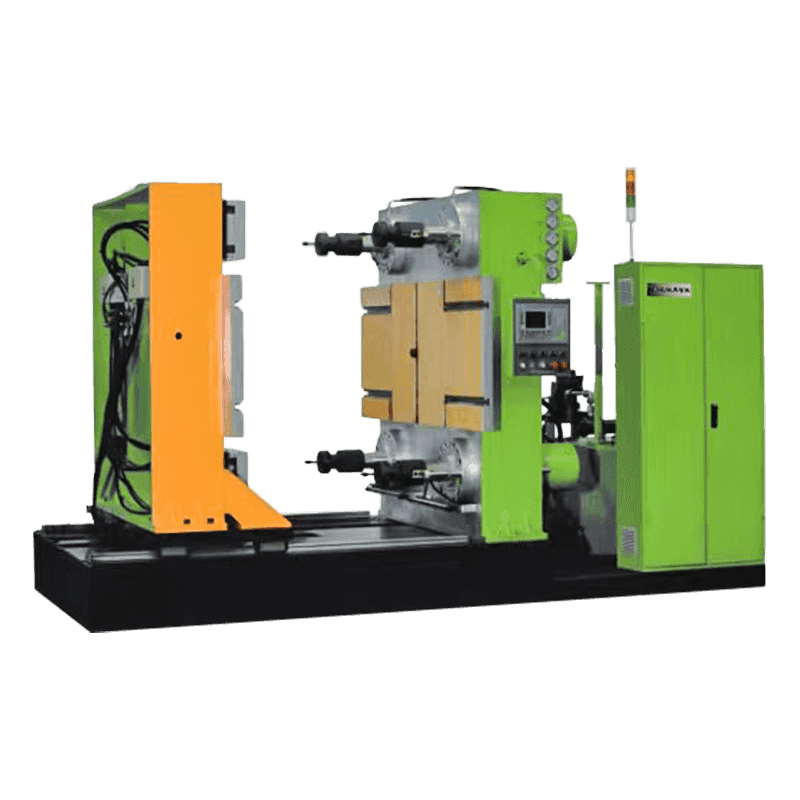
| Macchina rotativa per vulcanizzazione sotto vuoto | Rotazione dello stampo a carosello attraverso le stazioni di polimerizzazione | Produzione continua ad alto rendimento di piccole parti uniformi |
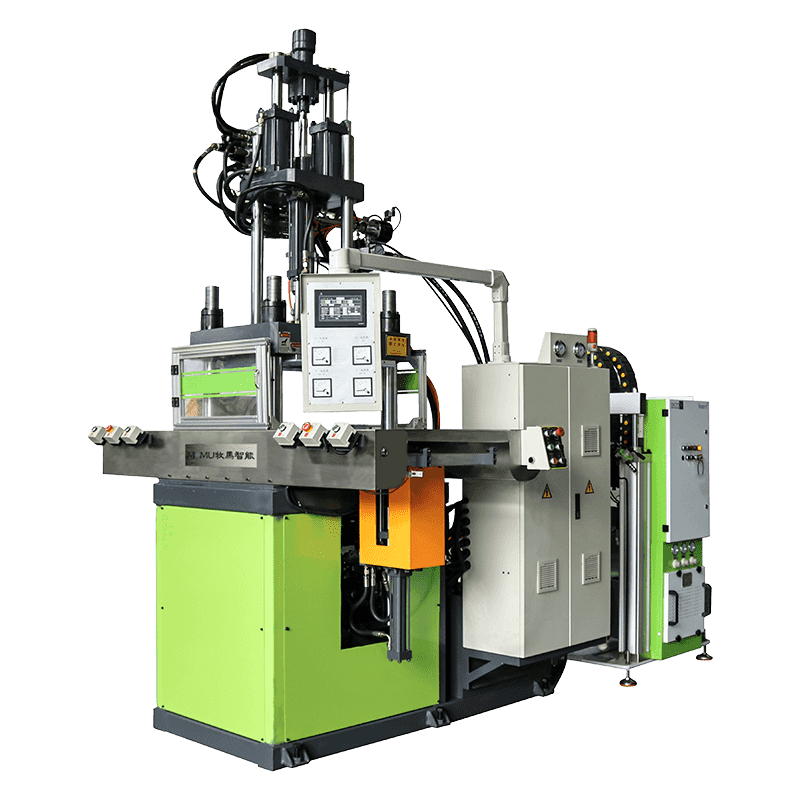
| Pressa per vulcanizzazione ad iniezione sotto vuoto | Combina la camera a vuoto con l'unità di iniezione della gomma | Guarnizioni di precisione stampate ad iniezione e parti tecniche in gomma |
Fattori chiave da valutare quando si acquista una macchina per vulcanizzare la gomma sottovuoto
Investire in una macchina per vulcanizzazione sotto vuoto è una decisione di capitale significativo e il processo di specifica richiede un'attenta valutazione sia dei requisiti di produzione attuali che delle esigenze future previste. Affrettare il processo di selezione o concentrarsi esclusivamente sul prezzo spesso porta a apparecchiature che hanno prestazioni inferiori, richiedono aggiornamenti costosi o non soddisfano le certificazioni di qualità richieste dai clienti chiave.
Dimensioni della piastra e forza di serraggio
Le dimensioni della piastra devono accogliere lo stampo più grande che si intende utilizzare, con un margine sufficiente attorno al perimetro dello stampo per garantire una distribuzione uniforme della pressione. La forza di chiusura deve essere calcolata in base alla pressione prevista nella cavità della mescola di gomma alla temperatura di polimerizzazione moltiplicata per l'area totale proiettata di tutte le cavità nello stampo. La forza di serraggio sottodimensionata provoca la formazione di bave; le macchine di grandi dimensioni consumano più energia e spazio del necessario. Richiedi calcoli tecnici al fornitore della macchina in base ai dati specifici dello stampo e del composto prima di finalizzare le specifiche.
Livello di vuoto e capacità della pompa
Il livello di vuoto raggiungibile è una misura diretta dell'efficacia con cui la macchina rimuove aria e gas dall'ambiente dello stampo. Specificare il livello di vuoto target, in genere -0,095 MPa o migliore per applicazioni impegnative, e confermare il tempo di inattività della pompa per raggiungere questo livello con uno stampo caricato in posizione. La capacità della pompa (misurata in m³/h o CFM) deve corrispondere al volume della camera a vuoto più l'eventuale volume morto nelle tubazioni di collegamento. Le macchine con pompe sottodimensionate impiegano troppo tempo per raggiungere i livelli di vuoto desiderati, prolungando i tempi di ciclo e riducendo la produzione.
Sistema di controllo e registrazione dati
Le moderne macchine per vulcanizzazione sotto vuoto dovrebbero essere dotate di un controller logico programmabile (PLC) e di un'interfaccia uomo-macchina (HMI) touchscreen che consenta agli operatori di memorizzare e richiamare cicli di polimerizzazione multifase, monitorare tutti i parametri di processo in tempo reale e generare record di produzione per la tracciabilità della qualità. Per i clienti delle catene di fornitura automobilistica e aerospaziale, la registrazione dei dati di temperatura, pressione, livello di vuoto e tempo di ciclo per ogni lotto di produzione è un requisito di audit standard. Verificare che il sistema di controllo della macchina soddisfi i requisiti di documentazione del sistema di gestione della qualità prima dell'acquisto.
Pratiche di manutenzione che proteggono le prestazioni della macchina
L'affidabilità a lungo termine di una macchina per vulcanizzazione della gomma sotto vuoto dipende in larga misura da un programma strutturato di manutenzione preventiva incentrato sui componenti più soggetti a usura e degrado in un ambiente di produzione ad alta temperatura e ad alto ciclo.
- Ispezione della tenuta del vuoto: Le guarnizioni dello sportello della camera e della piastra devono essere ispezionate per individuare eventuali deformazioni da compressione, crepe o contaminazione della superficie a ogni intervallo di manutenzione. Le guarnizioni deteriorate sono la causa più comune di perdita di vuoto e devono essere sostituite secondo una pianificazione programmata anziché attendere un guasto visibile.
- Manutenzione della pompa per vuoto: Le pompe rotative a palette richiedono cambi d'olio regolari: l'olio della pompa contaminato o degradato riduce significativamente i livelli di vuoto ottenibili. Le pompe a vite a secco richiedono l'ispezione periodica del rotore e dei cuscinetti. Seguire rigorosamente gli intervalli di manutenzione consigliati dal produttore.
- Verifica della planarità della piastra: Nel corso del tempo, cicli termici ripetuti e carichi meccanici possono causare la curvatura delle superfici delle piastre o punti bassi localizzati che determinano una distribuzione non uniforme della pressione attraverso lo stampo. Controllare periodicamente la planarità della piastra utilizzando un bordo dritto di precisione e uno spessimetro.
- Manutenzione del sistema idraulico: L'olio idraulico deve essere campionato e analizzato annualmente per verificare la contaminazione da particolato e il degrado della viscosità. Le guarnizioni delle bombole e i collegamenti dei tubi devono essere ispezionati per eventuali perdite ad ogni visita di manutenzione preventiva.
- Calibrazione termocoppia e controller: La precisione della misurazione della temperatura varia nel tempo man mano che le giunzioni della termocoppia invecchiano. La calibrazione annuale di tutti i sensori di temperatura rispetto a uno standard di riferimento tracciabile è essenziale per mantenere la coerenza della polimerizzazione e soddisfare i requisiti di audit del sistema di qualità.
Una macchina per la vulcanizzazione della gomma sotto vuoto rappresenta una delle soluzioni tecnicamente più complete disponibili per la produzione di componenti in gomma di alta qualità e privi di difetti su scala di produzione. Combinando controllo termico preciso, bloccaggio idraulico e degasaggio assistito dal vuoto in un unico sistema integrato, affronta le sfide di qualità più persistenti nello stampaggio della gomma e consente ai produttori di soddisfare le specifiche sempre più esigenti dei mercati automobilistico, aerospaziale, medico e industriale che servono.