Come è fatto il silicone? La chimica dietro il materiale
Il silicone è un polimero sintetico la cui struttura portante è costituita da atomi di silicio e ossigeno alternati – una struttura nota come catena di silossano – piuttosto che dalla struttura portante carbonio-carbonio che si trova nelle plastiche organiche come il polietilene o il polipropilene. Questa differenza fondamentale nell’architettura molecolare è ciò che conferisce al silicone la sua straordinaria stabilità termica, inerzia chimica, flessibilità in un ampio intervallo di temperature e resistenza alla degradazione UV. Comprendere come viene prodotto il silicone, dalle sue origini grezze fino all'elastomero finito, aiuta ingegneri, progettisti e produttori a capire perché questo materiale si comporta in un certo modo e perché viene lavorato in modo diverso dalle resine termoplastiche convenzionali.
La produzione del silicone inizia dal silicio, il secondo elemento più abbondante nella crosta terrestre, che si trova principalmente sotto forma di biossido di silicio (SiO₂), comunemente noto come quarzo o sabbia silicea. Fondamentalmente, il silicio è l'elemento chimicamente distinto dal silicone il polimero. Il silicio nella sua forma grezza non è naturalmente morbido, flessibile o chimicamente stabile in diverse condizioni; è un metalloide duro e fragile. Trasformarlo nel versatile polimero siliconico utilizzato nei dispositivi medici, nelle guarnizioni automobilistiche, nei beni di consumo e nei componenti industriali richiede un processo chimico in più fasi che introduce gruppi organici a base di carbonio nella struttura portante del silicio, alterandone radicalmente le proprietà.

Dal quarzo al metallo silicio: la prima fase produttiva
Il primo passo nella produzione del silicone è la riduzione del biossido di silicio in silicio metallico di grado metallurgico. Ciò viene ottenuto in grandi forni elettrici ad arco in cui la quarzite (una forma di quarzo ad elevata purezza) viene riscaldata a temperature superiori a 1.800°C in presenza di agenti riducenti ricchi di carbonio come carbone, coke e trucioli di legno. Il carbonio reagisce con l'ossigeno nel biossido di silicio, rilasciando anidride carbonica e lasciando dietro di sé silicio metallico liquido con una purezza di circa il 98-99%. Questo materiale è noto come silicio di grado metallurgico (MG-Si) e funge da materia prima fondamentale per la produzione di polimeri siliconici.
Il silicio fuso viene colato in lingotti, lasciato raffreddare e poi frantumato in polvere o granuli per un ulteriore trattamento chimico. In questa fase, il silicio è ancora lontano dall’essere un polimero: deve subire una sequenza di reazioni chimiche che attaccano i gruppi metilici organici agli atomi di silicio, creando gli intermedi organoclorosilanici che fungono da elementi costitutivi di tutti i prodotti siliconici commerciali.
Il processo Müller-Rochow: costruzione del monomero siliconico
La produzione industriale di monomeri siliconici è dominata dal processo diretto Müller-Rochow, sviluppato in modo indipendente negli anni '40. In questo processo, il silicio metallico in polvere viene fatto reagire con il gas cloruro di metile (CH₃Cl) in presenza di un catalizzatore di rame a temperature comprese tra 250°C e 350°C. Questa reazione produce una miscela di composti di clorosilano, il più importante dei quali dal punto di vista commerciale è il dimetildiclorosilano — (CH₃)₂SiCl₂. Questa molecola è il monomero primario da cui deriva la stragrande maggioranza dei siliconi commerciali.
La miscela di clorosilano prodotta dal processo diretto viene separata mediante distillazione frazionata nei suoi singoli componenti, ciascuno dei quali ha una reattività distinta e produce diverse strutture polimeriche siliconiche quando idrolizzate. Il dimetildiclorosilano, quando esposto all'acqua, subisce una rapida idrolisi - gli atomi di cloro vengono sostituiti da gruppi idrossilici - e gli intermedi silanolici risultanti si condensano spontaneamente tra loro per formare catene di polidimetilsilossano (PDMS). A seconda delle condizioni di reazione, della lunghezza della catena e della miscela specifica di monomeri di clorosilano utilizzati, il polimero risultante può essere un fluido a bassa viscosità, una gomma viscosa o un polimero di base ad alto peso molecolare adatto per la mescola in gomma siliconica.
Compounding della gomma siliconica: dal polimero di base al materiale modellabile
Il solo polimero polidimetilsilossano grezzo non è adatto allo stampaggio a iniezione. Deve essere combinato con una gamma di additivi che ne regolano la durezza, la resistenza alla trazione, l'allungamento, la resistenza termica, il colore e le caratteristiche di polimerizzazione per soddisfare i requisiti applicativi specifici. Questa fase di composizione è quella in cui viene effettivamente creato il materiale funzionale in gomma siliconica utilizzato nelle macchine per lo stampaggio a iniezione e prevede un'attenta formulazione da parte di chimici dei materiali che bilanciano i requisiti di proprietà concorrenti con i vincoli di lavorazione.
- Filler rinforzanti: La silice pirogenica è il riempitivo rinforzante più utilizzato nelle mescole di gomma siliconica. Aggiunta a carichi del 20–50% in peso, la silice pirogenica aumenta notevolmente la resistenza alla trazione e alla lacerazione interagendo con le catene polimeriche su scala molecolare. Senza rinforzo, il polimero siliconico puro ha una resistenza meccanica molto bassa.
- Agenti reticolanti: Per trasformare il polimero siliconico lineare o leggermente ramificato in una rete elastomerica tridimensionale è necessario incorporare agenti reticolanti. Per la gomma ad alta consistenza (HCR) utilizzata nello stampaggio a iniezione convenzionale, i perossidi organici sono il reticolante tradizionale. Per la gomma siliconica liquida (LSR), lo standard è un sistema di polimerizzazione per addizione catalizzato da platino, che offre cicli di polimerizzazione più rapidi ed eccellente costanza delle proprietà.
- Pigmenti e coloranti: Il silicone è naturalmente traslucido e accetta facilmente la pigmentazione. Ossido di ferro, biossido di titanio e pigmenti organici vengono incorporati durante la composizione per produrre l'intero spettro di colori richiesto dai produttori di prodotti di consumo e dispositivi medici.
- Ausiliari di elaborazione: Piccole aggiunte di coadiuvanti tecnologici come oli siliconici o cere migliorano il comportamento del flusso del composto durante lo stampaggio a iniezione, riducendo i requisiti di pressione di iniezione e migliorando il riempimento dello stampo in cavità con geometrie complesse.
- Additivi funzionali: A seconda dell'applicazione finale, possono essere incorporati agenti aggiuntivi: ritardanti di fiamma per componenti di isolamento elettrico, agenti antimicrobici per prodotti medici e a contatto con alimenti o stabilizzanti termici per applicazioni di servizio ad alta temperatura.
Tipi di silicone utilizzati nello stampaggio a iniezione: HCR vs LSR
Nelle macchine per lo stampaggio a iniezione vengono lavorate due forme distinte di gomma siliconica, che differiscono significativamente per stato fisico, comportamento di lavorazione e tipo di macchina necessaria per lavorarle. La scelta tra gomma ad alta consistenza (HCR) e gomma siliconica liquida (LSR) è una delle decisioni sui materiali più importanti nello sviluppo di prodotti siliconici, poiché influisce direttamente sulla qualità delle parti, sul tempo di ciclo, sulla progettazione degli utensili e sull'economia della produzione.
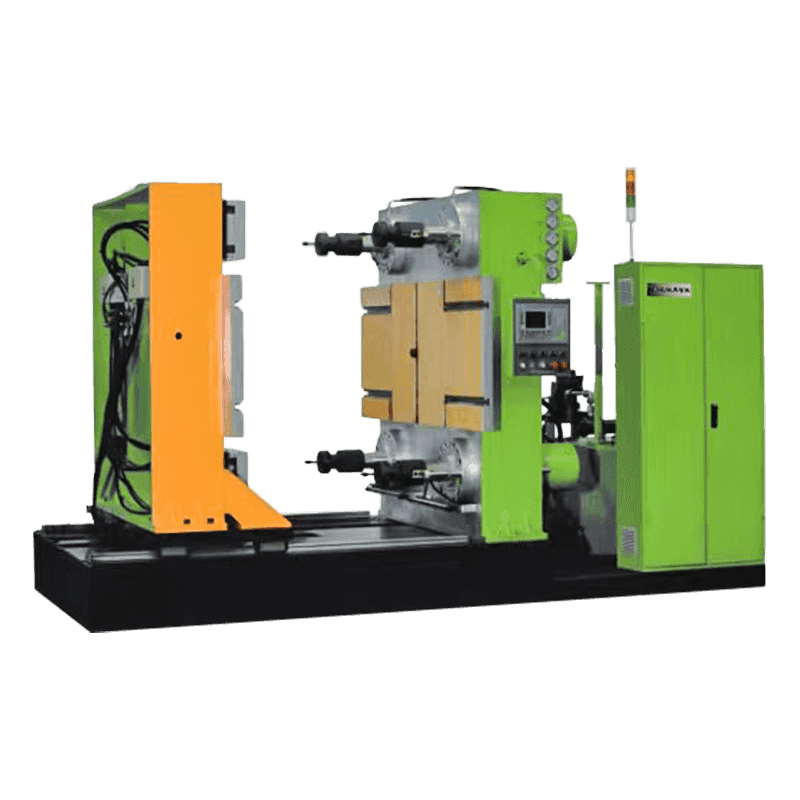
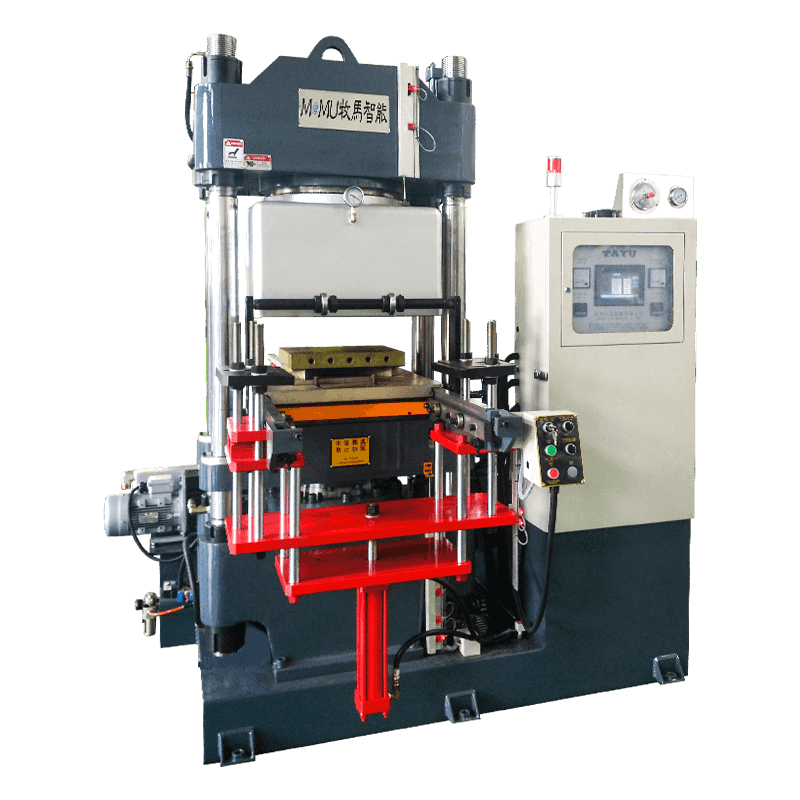
Gomma ad alta consistenza (HCR)
L'HCR è un materiale solido, simile allo stucco, a temperatura ambiente, con una consistenza simile alla pasta dura del pane. Ha un peso molecolare elevato, generalmente superiore a un milione di g/mol, e deve essere preriscaldato e lavorato prima che scorra a sufficienza per essere iniettato nella cavità dello stampo. I composti HCR vengono generalmente polimerizzati utilizzando perossidi organici a temperature di 150–200 °C e spesso è necessaria la polimerizzazione post-stampa a temperature elevate per sviluppare completamente le proprietà meccaniche e rimuovere i sottoprodotti residui della decomposizione del perossido. HCR è una società consolidata nella produzione di guarnizioni, guarnizioni, tubi e accessori per cavi e può essere lavorata su macchine per lo stampaggio a iniezione di gomma modificata o presse per lo stampaggio a compressione.
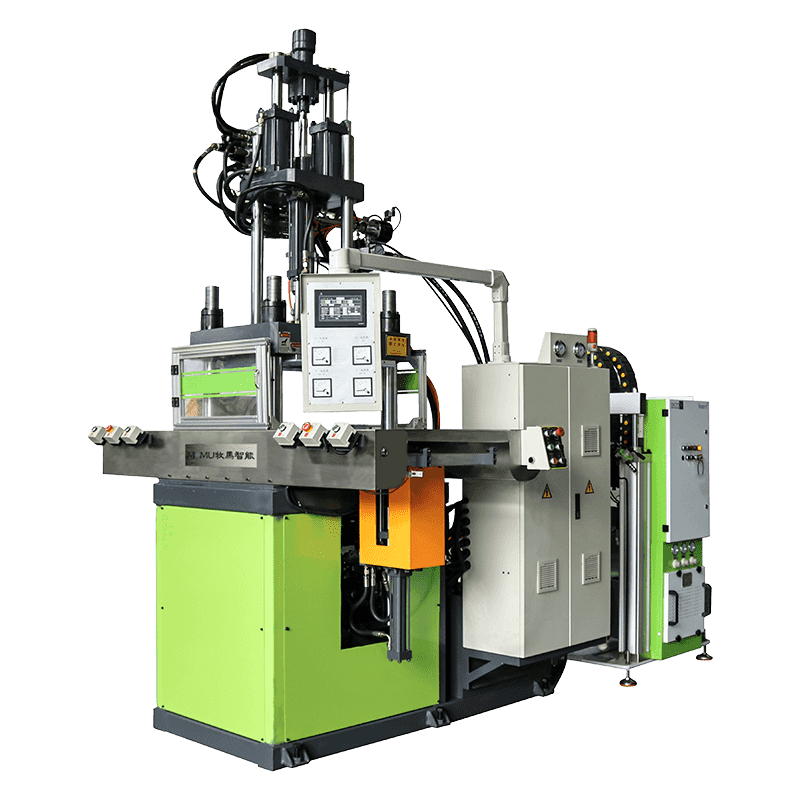
Gomma siliconica liquida (LSR)
L'LSR è un sistema liquido pompabile a due componenti fornito in fusti separati: il componente A contiene il polimero di base e il catalizzatore di platino, mentre il componente B contiene il polimero di base e il reticolante (tipicamente un composto di idruro di silicone). I due componenti vengono dosati in un preciso rapporto 1:1, miscelati in un miscelatore statico o dinamico e iniettati in uno stampo riscaldato dove la reazione di polimerizzazione additiva catalizzata da platino avviene rapidamente, in genere entro 10–60 secondi a temperature dello stampo di 150–220°C. L'LSR non produce sottoprodotti della polimerizzazione, non richiede la polimerizzazione post-stampa e offre un'eccezionale consistenza delle parti con una precisione dimensionale difficile da ottenere con l'HCR. È il materiale preferito per la produzione in grandi volumi di dispositivi medici, prodotti per l'igiene infantile, componenti tecnologici indossabili e guarnizioni industriali di precisione.
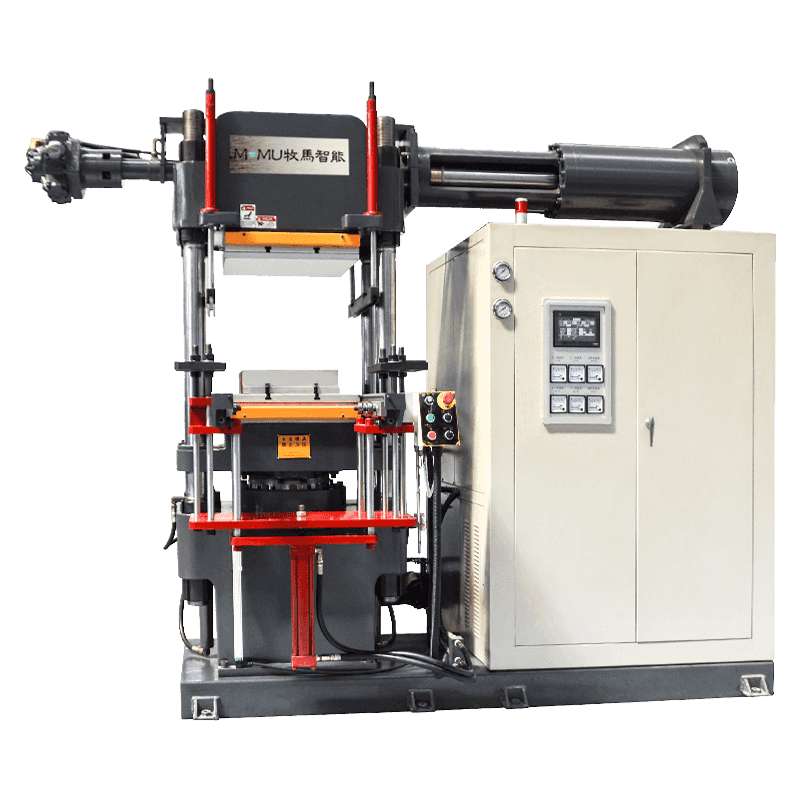
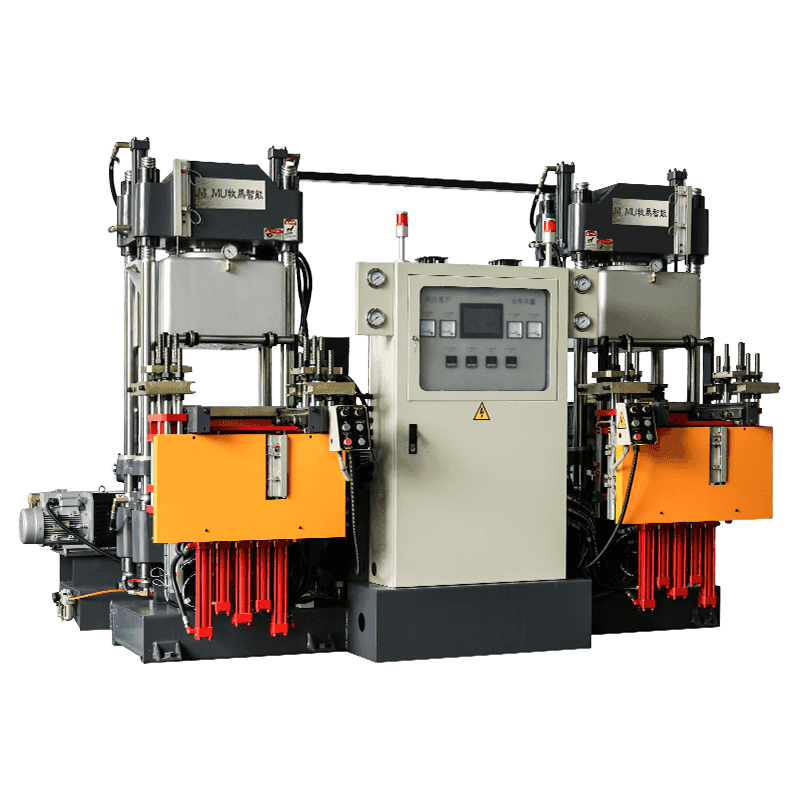
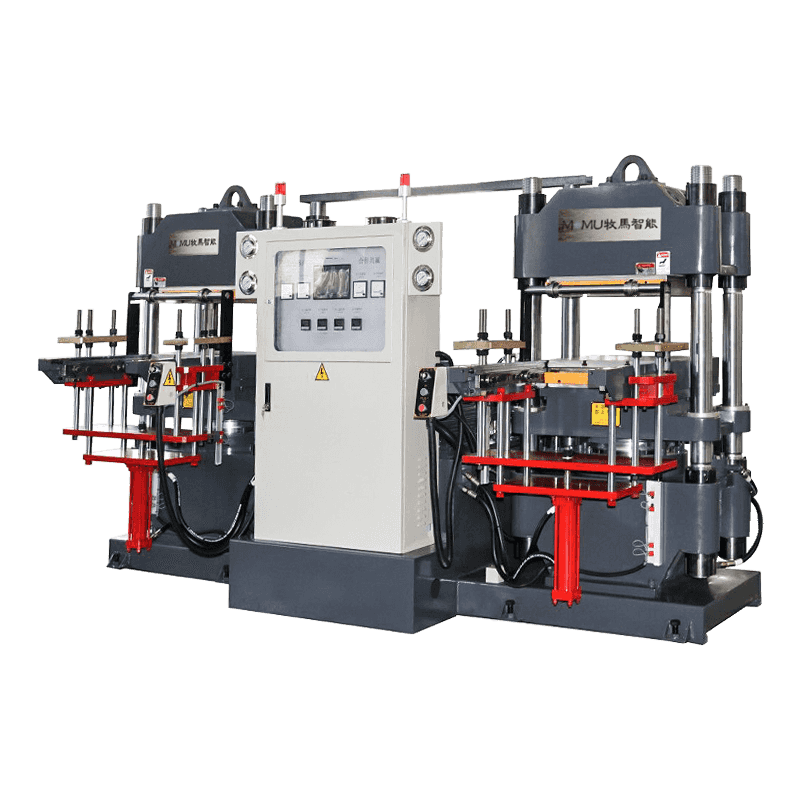
Come funziona una macchina per lo stampaggio a iniezione di silicone/gomma
Un silicone o macchina per lo stampaggio ad iniezione della gomma differisce fondamentalmente da una macchina per lo stampaggio a iniezione di materiali termoplastici standard sotto diversi aspetti critici, a causa della natura termoindurente del silicone e della gomma, materiali che polimerizzano in modo irreversibile con il riscaldamento anziché ammorbidirsi quando riscaldati come fanno i materiali termoplastici. In una macchina termoplastica, il cilindro e la vite vengono riscaldati per fondere il materiale e lo stampo viene raffreddato per solidificare la parte. In una macchina per lo stampaggio a iniezione di silicone/gomma, il materiale deve essere mantenuto freddo durante tutto il sistema di iniezione per evitare una polimerizzazione prematura, mentre lo stampo viene riscaldato per innescare e completare la vulcanizzazione.
Per la lavorazione dell'LSR, l'unità di iniezione è dotata di un sistema di dosaggio e miscelazione bicomponente che aspira dai due fusti di materiale utilizzando pompe a ingranaggi di precisione, li miscela nel rapporto corretto attraverso un gruppo miscelatore statico e fornisce il materiale miscelato a un barile di iniezione freddo. Il gruppo cilindro-vite viene raffreddato, in genere con acqua refrigerata a 5–15°C, per mantenere l'LSR al di sotto della temperatura di attivazione durante il ciclo di iniezione. Quando il materiale viene iniettato nello stampo riscaldato (150–220°C), il drammatico aumento della temperatura attiva il catalizzatore al platino e la reazione di polimerizzazione si completa in pochi secondi.
Componentei chiave di una macchina per lo stampaggio a iniezione di silicone/gomma
| Component | Funzione | Specifica chiave |
| Unità di dosaggio a due componenti | Dosa e pompa con precisione i componenti LSR A e B | Precisione del rapporto ±0,5% o migliore |
| Mixer statico/dinamico | Miscela omogeneamente i componenti A e B prima dell'iniezione | Efficienza di miscelazione, riscaldamento a basso taglio |
| Cilindro e vite per iniezione a freddo | Convoglia e inietta il materiale prevenendo la polimerizzazione prematura | Raffreddamento ad acqua refrigerata, 5–15°C |
| Unità di chiusura e stampo riscaldati | Mantiene lo stampo chiuso sotto pressione e fornisce calore per la polimerizzazione | 150–220°C, forza di serraggio per cavità |
| Sistema a canale freddo | Fornisce il materiale alle cavità senza sprecare il canale di colata polimerizzato | Rifiuti prossimi allo zero, isolati termicamente |
| Sistema di controllo (CNC/PLC) | Gestisce la velocità di iniezione, la pressione, la temperatura e i tempi | Ripetibilità del processo, registrazione dei dati |
Considerazioni sulla progettazione dello stampo specifiche per lo stampaggio a iniezione di silicone
La progettazione dello stampo per lo stampaggio a iniezione del silicone richiede un'attenzione particolare ai fattori che differiscono in modo significativo dagli utensili termoplastici. La bassa viscosità del silicone sotto forma di LSR, spesso paragonato alla panna o alla pastella per pancake, significa che scorrerà facilmente nello spazio più piccolo tra le superfici di separazione dello stampo, producendo bave che devono essere rimosse nella post-elaborazione. Lo stampaggio di silicone senza bave o quasi richiede tolleranze di planarità della superficie di divisione estremamente strette, in genere entro 2-5 micron, e acciaio per utensili rettificato di precisione con durezza superiore a 48 HRC per mantenere queste tolleranze per milioni di cicli.
Lo sfiato è fondamentale nella progettazione di stampi in silicone perché l'aria intrappolata nelle cavità non può fuoriuscire attraverso il materiale come avviene in alcuni processi porosi: l'aria intrappolata produce vuoti, brevi impronte o difetti superficiali. Canali di ventilazione poco profondi, fino a 3–8 micron, sono incorporati sulla linea di giunzione e nei punti di ultimo riempimento di ciascuna cavità. La progettazione del sistema di espulsione deve anche tenere conto dell'elevata flessibilità e dell'adesività superficiale delle parti in silicone polimerizzate: la sformatura senza lacerazioni o distorsioni delle caratteristiche a parete sottile richiede in genere un'attenta progettazione dell'angolo di spoglia, della testurizzazione della superficie o l'uso di rivestimenti antiadesione come PTFE o trattamenti superficiali al plasma sulle superfici della cavità.
Industrie e applicazioni servite dallo stampaggio a iniezione di silicone
La combinazione delle eccezionali proprietà del materiale del silicone e della precisione ottenibile attraverso lo stampaggio a iniezione rende le macchine per lo stampaggio a iniezione di silicone/gomma centrali per la produzione in una gamma notevolmente diversificata di settori. Ciascun settore sfrutta un sottoinsieme distinto delle caratteristiche prestazionali del silicone e la capacità di produrre geometrie complesse con tolleranze strette in volumi elevati rende lo stampaggio a iniezione il metodo di produzione preferito in tutti questi settori.
- Medico e farmaceutico: La biocompatibilità, la sterilizzabilità e l'inerzia chimica del silicone lo rendono il materiale di scelta per componenti di cateteri, guarnizioni di dispositivi impiantabili, impugnature di strumenti chirurgici, maschere respiratorie e membrane di valvole per la somministrazione di farmaci. Lo stampaggio a iniezione di LSR consente di produrre queste parti secondo gli standard dei dispositivi medici di Classe III con convalida e tracciabilità complete del processo.
- Automotive: Le guarnizioni dei connettori, gli anelli di tenuta, i cappucci delle candele, i tubi del turbocompressore e le guarnizioni per le applicazioni sotto il cofano si affidano alla capacità del silicone di mantenere le prestazioni di tenuta a temperature che vanno da -60°C a oltre 200°C per tutta la vita del veicolo.
- Elettronica di consumo: Le coperture protettive, le membrane dei pulsanti, le guarnizioni impermeabili per i dispositivi indossabili e le punte degli auricolari sono stampati a iniezione in LSR in strumenti ad alta cavitazione che producono milioni di parti all'anno con precisione dimensionale costante.
- Prodotti per neonati e adolescenti: Tettarelle, ciucci, dentici e punte di cucchiai per biberon realizzati con composti LSR per uso alimentare e conformi alla FDA sono prodotti in stampi multi-cavità con rigorosi protocolli di produzione igienici.
- Industriale ed energetico: I capannoni isolanti elettrici per apparecchiature di trasmissione ad alta tensione, diaframmi di pompe, valvole di ritegno e guarnizioni per processi chimici sfruttano la combinazione del silicone di resistività elettrica, stabilità ai raggi UV e resistenza chimica in ambienti esterni e di processo impegnativi.
Dal minerale di quarzite immesso nei forni ad arco alla guarnizione in silicone modellata con precisione su un impianto medico, il viaggio del silicone dalla materia prima al prodotto finito è un viaggio in cui la chimica industriale e l'ingegneria di precisione lavorano in stretto coordinamento. La macchina per lo stampaggio a iniezione di silicone/gomma si trova al centro di questa catena del valore, trasformando un polimero termoindurente accuratamente formulato in componenti dimensionalmente accurati e ad alte prestazioni incorporati in modo invisibile ma indispensabile nei prodotti che definiscono la vita moderna.