Che cos'è una macchina per vulcanizzare la gomma sotto vuoto?
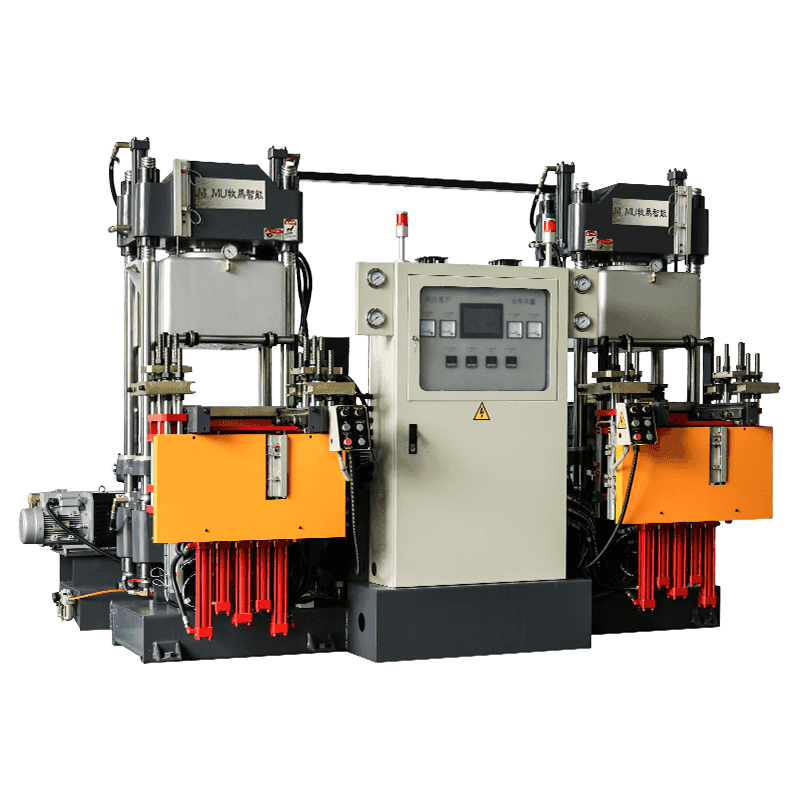
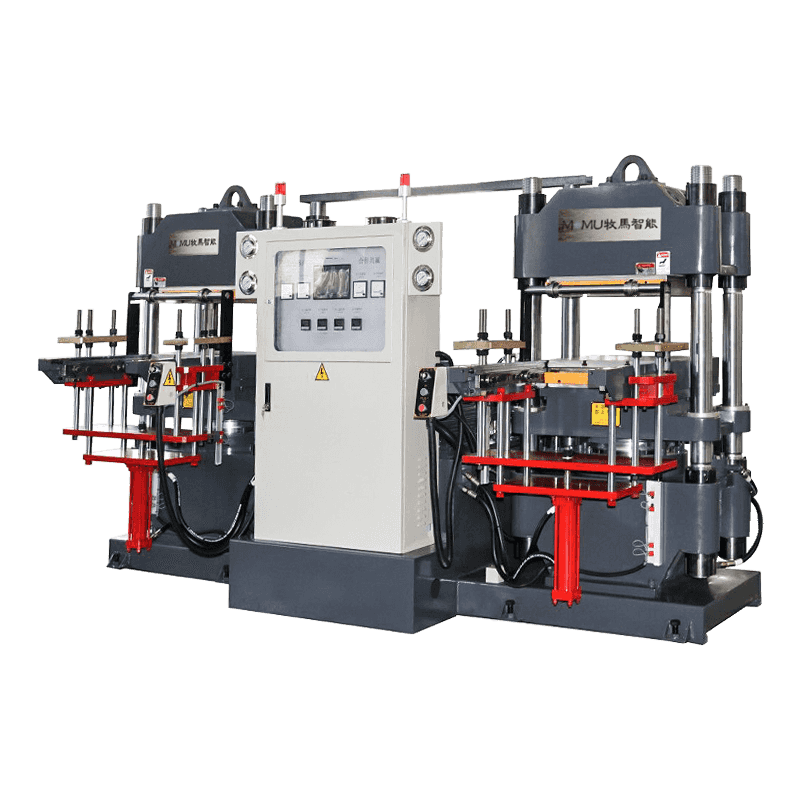
A macchina per vulcanizzare la gomma sotto vuoto è una pressa industriale specializzata che polimerizza composti di gomma grezzi o non polimerizzati in una combinazione di condizioni controllate di calore, pressione e vuoto. Il termine "vulcanizzazione" si riferisce al processo di reticolazione chimica che trasforma la gomma morbida e flessibile in un materiale durevole, elastico e dimensionalmente stabile. Nelle presse di vulcanizzazione standard, solo il calore e la pressione guidano la reazione di polimerizzazione. Nelle macchine per vulcanizzazione sotto vuoto, l'aggiunta di un ambiente sotto vuoto sigillato rimuove l'aria intrappolata, l'umidità e i gas volatili dall'interno della massa di gomma prima e durante la polimerizzazione, ottenendo un prodotto finito significativamente più denso, più uniforme e privo di difetti.
La funzione di vuoto non è semplicemente una caratteristica aggiuntiva; cambia radicalmente i risultati di qualità ottenibili nella produzione di gomma. Sacche d'aria e inclusioni di umidità sono tra le fonti più comuni di porosità, formazione di bolle e debolezza strutturale nelle parti in gomma vulcanizzata. Evacuando la cavità dello stampo a un livello di vuoto tipicamente compreso tra -0,08 MPa e -0,1 MPa prima dell'applicazione della pressione di stampaggio completa, la macchina elimina questi difetti alla fonte. Il risultato sono prodotti in gomma con finitura superficiale superiore, densità interna costante e prestazioni meccaniche migliorate, caratteristiche fondamentali nei settori di precisione, tra cui guarnizioni automobilistiche, dispositivi medici, componenti aerospaziali e suole per calzature ad alte prestazioni.
Il processo di vulcanizzazione: cosa succede all'interno della macchina
Comprendere la sequenza delle operazioni all'interno di una macchina per la vulcanizzazione della gomma sotto vuoto chiarisce perché l'integrazione del vuoto migliora in modo così sostanziale la qualità dell'output. Il processo si svolge in più fasi distinte che la macchina controlla automaticamente tramite un controllore logico programmabile (PLC) o un'interfaccia touch-screen.
Il ciclo inizia con la preparazione e il caricamento dello stampo. L'operatore posiziona la mescola di gomma non polimerizzata, sotto forma di pezzi grezzi, fogli o preforme prepesati, nella cavità riscaldata dello stampo. Lo stampo si chiude parzialmente e la pompa del vuoto si attiva, aspirando aria e umidità residua dalla cavità dello stampo attraverso canali di vuoto integrati. Una volta raggiunto e mantenuto il livello di vuoto target per un tempo di permanenza prestabilito, in genere da 15 a 60 secondi, la pressa si chiude completamente per applicare la pressione di stampaggio. La combinazione del calore condotto attraverso le piastre riscaldate, della pressione applicata e dell'assenza di gas intrappolati guida quindi la reazione di reticolazione in modo uniforme in tutta la massa di gomma. Trascorso il tempo di polimerizzazione programmato, che varia da uno a trenta minuti a seconda del tipo di mescola di gomma e dello spessore del pezzo, la pressa si apre, viene rilasciato il vuoto e la parte polimerizzata viene sformata.
Altrettanto importante è la precisione del controllo della temperatura. Le moderne macchine per vulcanizzazione sotto vuoto mantengono la temperatura della piastra entro ±1°C e ±2°C su tutta la superficie dello stampo utilizzando elementi riscaldanti a resistenza elettrica o piastre riscaldate a vapore, combinati con sensori di temperatura incorporati e controller PID a circuito chiuso. Questa uniformità garantisce una polimerizzazione uniforme in tutto il prodotto, eliminando il rischio di centri sottopolimerizzati o superfici sovrapolimerizzate che possono verificarsi quando esistono gradienti di temperatura attraverso lo stampo.

Componenti principali e loro funzioni
Le prestazioni di una macchina per vulcanizzazione della gomma sottovuoto dipendono dalla qualità e dall'integrazione dei suoi componenti strutturali e funzionali chiave. Ogni elemento svolge un ruolo definito nel raggiungimento di una vulcanizzazione coerente e priva di difetti.
Piastre riscaldate
I piani sono piastre piane e rigide tra le quali viene compresso lo stampo. Nelle macchine per vulcanizzazione sotto vuoto, le piastre sono realizzate in acciaio di alta qualità con elementi riscaldanti incorporati o canali interni per la circolazione del vapore. La tolleranza alla planarità è fondamentale: una piastra con un contatto superficiale irregolare produrrà una distribuzione della pressione non uniforme attraverso lo stampo, portando a variazioni di spessore e polimerizzazione incompleta nelle zone a bassa pressione. Le macchine Premium specificano la planarità della piastra entro 0,05 mm sulla superficie di lavoro e utilizzano il rilevamento della temperatura multipunto per rilevare e compensare eventuali disomogeneità termiche.
Sistema di vuoto
Il sistema del vuoto è costituito da una pompa del vuoto, generalmente del tipo a palette rotative o a vite a secco, collegata alla cavità dello stampo tramite un circuito sigillato che comprende linee del vuoto, un serbatoio tampone per il vuoto, elettrovalvole e vacuometri. Il serbatoio tampone immagazzina il volume pre-evacuato in modo che la cavità dello stampo possa essere portata rapidamente al livello di vuoto desiderato senza sovraccaricare la pompa. La sigillatura del vuoto dell'interfaccia dello stampo è ottenuta tramite guarnizioni periferiche o canali O-ring ricavati nella linea di separazione dello stampo. L'integrità di questo sistema di tenuta è fondamentale: qualsiasi perdita riduce il livello di vuoto raggiungibile e compromette l'efficacia della rimozione dell'aria.
Sistema di bloccaggio idraulico o meccanico
La forza di bloccaggio che mantiene chiuso lo stampo durante la vulcanizzazione è generata da un sistema di cilindri idraulici o, nelle macchine più piccole, da meccanismi a ginocchiera meccanica. I sistemi idraulici offrono un controllo della pressione più preciso e programmabile e sono standard nelle macchine di vulcanizzazione sotto vuoto di livello produttivo. Le forze di bloccaggio vanno da un minimo di 50 kN nelle macchine da laboratorio o per piccoli componenti fino a oltre 10.000 kN nelle grandi presse industriali per prodotti automobilistici o in gomma industriale. Un controllo accurato della pressione è essenziale perché sia la sottopressione che la sovrapressione producono parti difettose: bave, imprecisioni dimensionali o fessurazioni indotte da stress.
Sistema di controllo PLC
Le moderne macchine per vulcanizzazione sotto vuoto sono dotate di controller logici programmabili e interfacce uomo-macchina (HMI) touchscreen che consentono agli operatori di memorizzare, richiamare e monitorare programmi di polimerizzazione per diverse mescole di gomma e configurazioni di stampi. Un programma tipico memorizza la temperatura target, il tempo di polimerizzazione, il livello di vuoto, il tempo di permanenza del vuoto e la pressione di bloccaggio come un'unica ricetta. Il PLC monitora il feedback del sensore in tempo reale e genera allarmi in caso di deviazioni, garantendo la tracciabilità del processo e una qualità costante da lotto a lotto.
Tipi di macchine per vulcanizzazione della gomma sotto vuoto
Le macchine per vulcanizzazione della gomma sotto vuoto sono disponibili in diverse configurazioni, ciascuna adatta a diversi volumi di produzione, geometrie di prodotto e tipi di gomma. Selezionare il giusto tipo di macchina è importante quanto specificare i giusti parametri di processo.
| Tipo di macchina | Configurazione | Ideale per |
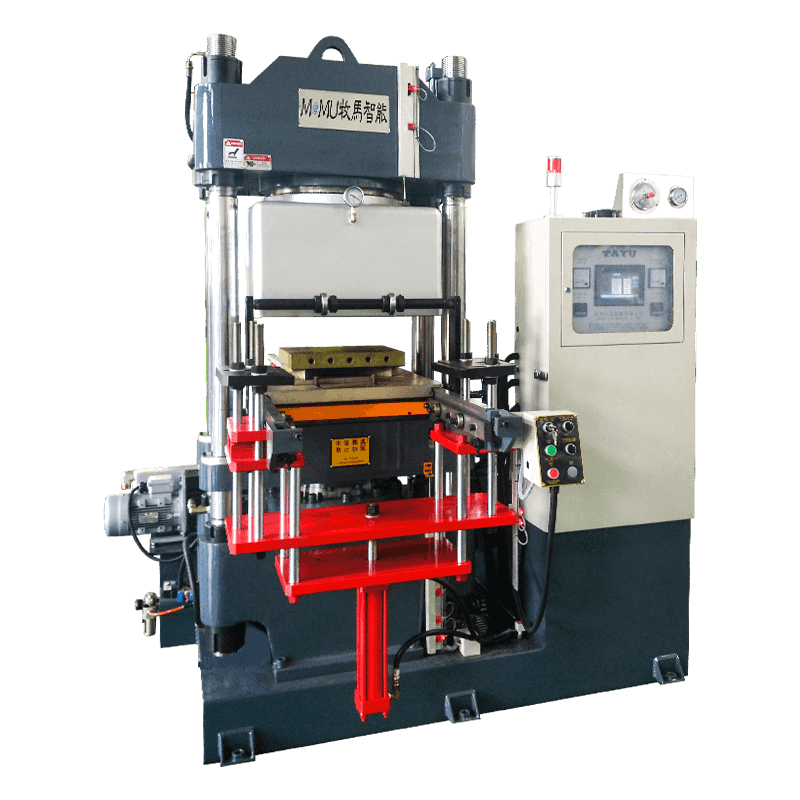
| Pressa piana a luce singola | Un'apertura dello stampo tra due piastre | Parti in gomma piatte di piccole e medie dimensioni, guarnizioni, guarnizioni |
| Stampa multi-giorno | Aperture multiple dello stampo impilate su un'unica pressa | Produzione in grandi volumi di lastre di gomma piane o sottili |
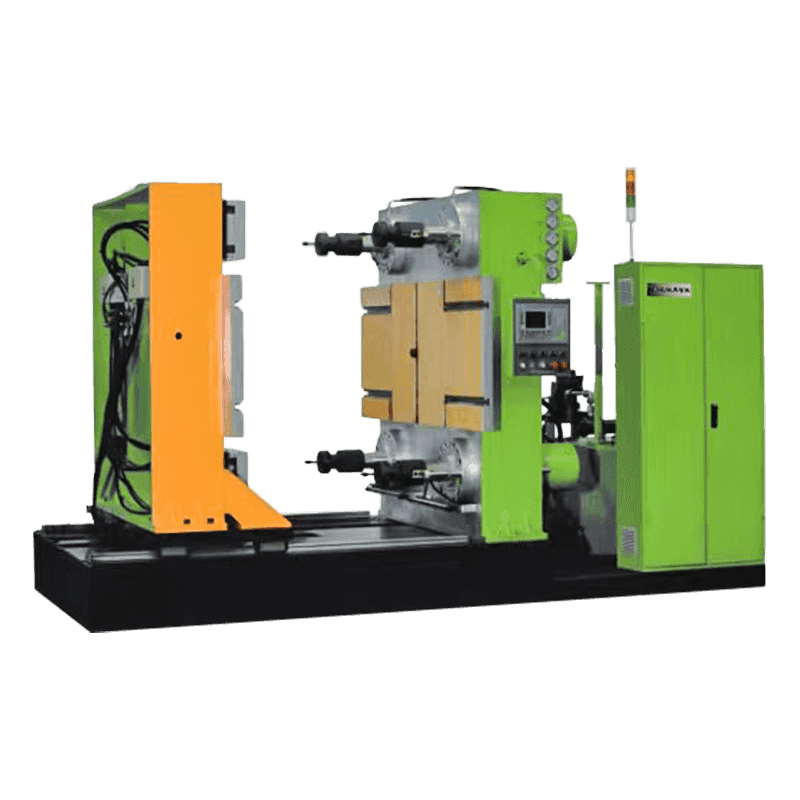
| Pressa rotativa o a carosello | Piattaforma multistazione rotante con fonte di calore fissa | Suole per calzature, ambienti di produzione continua |
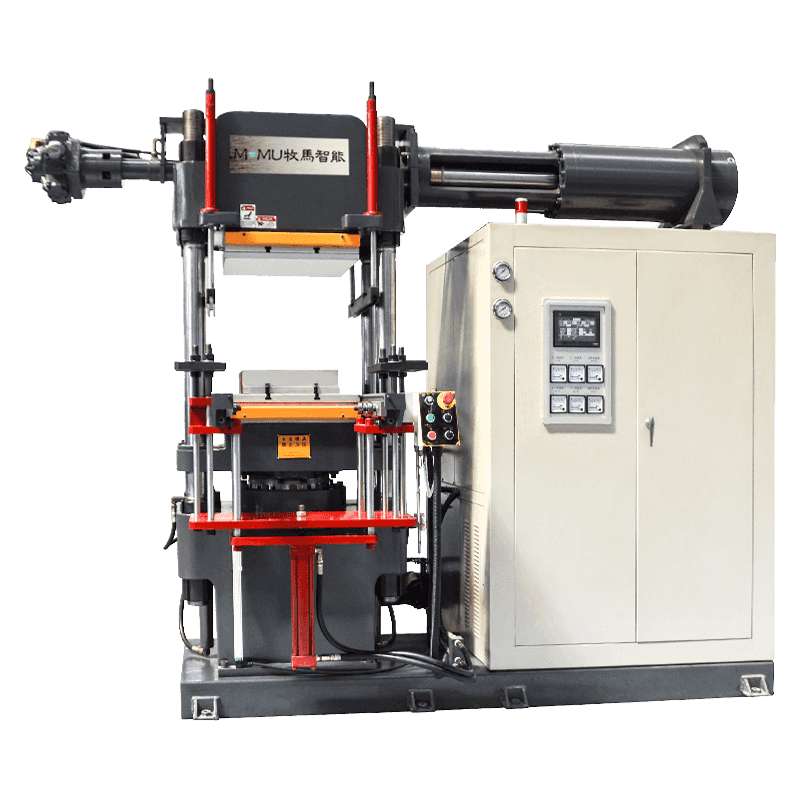
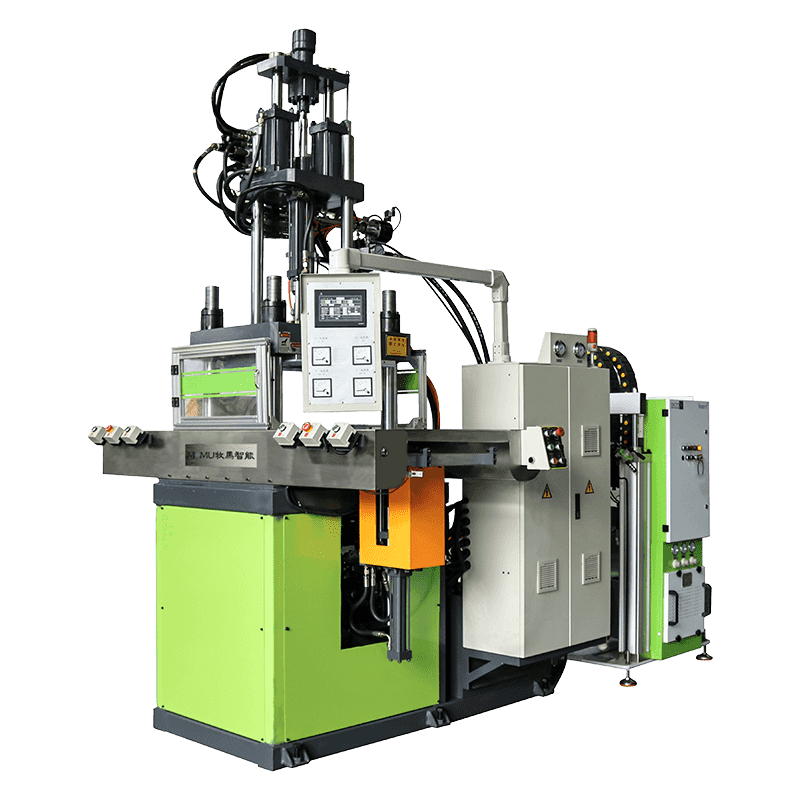
| Pressa ad iniezione verticale | Gomma iniettata sotto pressione in stampo sigillato | Parti 3D complesse, componenti sovrastampati, gomma tecnica |
| Pressa sottovuoto a membrana | La membrana flessibile in silicone crea vuoto e pressione | Compositi legati con gomma, substrati curvi o irregolari |
| Pressa da laboratorio/da banco | Unità compatta a luce singola con capacità di aspirazione | Ricerca e sviluppo, test sui composti, piccole serie di prototipi |
Vantaggi della vulcanizzazione sotto vuoto rispetto alla pressatura standard
L'investimento nella capacità di vuoto rispetto a una pressa per gomma convenzionale è giustificato da miglioramenti misurabili in diversi parametri di qualità e produzione. Questi vantaggi diventano particolarmente significativi quando si producono parti di precisione con tolleranze dimensionali strette, geometrie complesse o proprietà meccaniche critiche per le prestazioni.
- Eliminazione di porosità e vuoti: La rimozione dell'aria prima della polimerizzazione previene la formazione di bolle interne e cavità superficiali che riducono la resistenza alla trazione, l'allungamento e le prestazioni di tenuta delle parti in gomma. Ciò è particolarmente importante per O-ring, diaframmi e prodotti in gomma per uso medico dove l'integrità interna non è negoziabile.
- Finitura superficiale migliorata: Le condizioni di vuoto consentono al composto di gomma di fluire in modo più completo nei dettagli fini dello stampo, producendo bordi più nitidi, testo o logo in rilievo più puliti e una superficie complessiva più liscia senza macchie di aria intrappolata.
- Proprietà meccaniche più costanti: La densità uniforme in tutta la parte polimerizzata significa valori costanti di durezza, resistenza alla trazione e deformazione compressiva in tutto il lotto, fondamentali per le parti utilizzate in applicazioni di tenuta, isolamento dalle vibrazioni o portanti.
- Riduzione del tasso di scarti e rilavorazioni: I difetti rilevati durante l'ispezione richiedono la rilavorazione o la rottamazione dell'intera parte. La vulcanizzazione sotto vuoto riduce sostanzialmente l'incidenza di bolle, porosità e difetti di breve durata, diminuendo il tasso di scarto e i relativi costi di materiale e manodopera.
- Compatibilità con composti sensibili all'umidità: Alcune formulazioni di gomma speciali, in particolare le gomme siliconiche e alcuni composti EPDM, sono particolarmente soggetti alla formazione di bolle superficiali causate dall'umidità residua. La lavorazione sotto vuoto elimina in modo affidabile questa modalità di guasto senza richiedere ulteriori fasi di asciugatura.
- Migliore adesione negli assemblaggi gomma-metallo e gomma-tessuto: Quando la gomma viene vulcanizzata direttamente su inserti metallici o substrati di tessuto, l'aria intrappolata nell'interfaccia impedisce la completa adesione. L'evacuazione del vuoto prima della pressatura garantisce un contatto intimo tra la gomma e il substrato, producendo legami più forti e affidabili.
Industrie e prodotti che si affidano alla vulcanizzazione sotto vuoto
Le macchine per vulcanizzazione della gomma sotto vuoto servono un'ampia gamma di settori in cui la qualità dei prodotti in gomma influisce direttamente sulla sicurezza, sull'affidabilità o sulla conformità normativa. I seguenti settori rappresentano gli ambiti di applicazione più significativi.
Sigillature e guarnizioni per autoveicoli
I componenti in gomma per autoveicoli, tra cui guarnizioni delle porte, guarnizioni dei canali dei finestrini, guarnizioni del motore e diaframmi del sistema frenante, sono prodotti con vulcanizzazione sotto vuoto per garantire coerenza dimensionale e l'assenza di vuoti interni che potrebbero portare a perdite o guasti prematuri. La filosofia di qualità a difetti zero dell'industria automobilistica rende la lavorazione sotto vuoto effettivamente obbligatoria per i componenti di tenuta critici per la sicurezza forniti ai principali OEM.
Applicazioni mediche e farmaceutiche
I componenti in silicone e gomma per uso medico, inclusi stantuffi di siringhe, membrane di valvole, maschere respiratorie e tubi, devono soddisfare rigorosi standard di purezza e integrità strutturale. La vulcanizzazione sotto vuoto elimina i rischi di contaminazione associati all'aria intrappolata, garantendo al tempo stesso la levigatezza della superficie e l'accuratezza dimensionale richieste per i prodotti biocompatibili. Molti standard relativi ai dispositivi medici richiedono implicitamente la lavorazione sotto vuoto come parte delle buone pratiche di produzione per le parti in gomma stampate.
Produzione di suole per calzature
Nell'industria calzaturiera, le presse per vulcanizzazione sotto vuoto vengono utilizzate per produrre suole in gomma con definizione netta del battistrada, densità costante e forte adesione ai materiali della tomaia. La funzione del vuoto è particolarmente utile quando si stampano suole a profilo spesso dove l'intrappolamento dell'aria nelle cavità profonde del battistrada rappresenta un problema persistente nella pressatura convenzionale. Le presse per vulcanizzazione sotto vuoto del tipo a carosello sono ampiamente utilizzate nelle fabbriche di calzature ad alto volume in tutta l'Asia per questa applicazione.
Sigilli aerospaziali e della difesa
Le guarnizioni in gomma e gli O-ring utilizzati nei sistemi idraulici aerospaziali, nei sistemi di alimentazione e nei controlli ambientali devono soddisfare tolleranze estremamente strette su durezza, deformazione a compressione e uniformità interna. La vulcanizzazione sotto vuoto è una pratica standard per questi componenti perché le conseguenze di un cedimento della tenuta in servizio sono gravi. Le specifiche della gomma di qualità aerospaziale spesso impongono esplicitamente lo stampaggio sotto vuoto come parte del processo di produzione approvato.
Fattori chiave da valutare quando si seleziona una macchina
La scelta della giusta macchina per vulcanizzazione della gomma sotto vuoto per una specifica applicazione di produzione richiede una valutazione sistematica dei requisiti di processo, dei volumi di produzione e delle considerazioni operative a lungo termine. Dare priorità al prezzo di acquisto più basso senza valutare il costo totale di proprietà spesso porta a problemi di qualità ricorrenti e a costi del ciclo di vita più elevati.
- Dimensioni piastra e apertura luce diurna: Le dimensioni del piano di lavoro devono accogliere lo stampo più grande che si intende utilizzare, con un margine adeguato. L'apertura della luce diurna, ovvero lo spazio massimo tra le piastre aperte, deve essere sufficiente per l'altezza dello stampo più lo spazio per la rimozione del pezzo.
- Forza di serraggio massima: Calcola la forza di serraggio richiesta moltiplicando l'area proiettata della cavità dello stampo per la pressione di stampaggio richiesta (in genere da 5 a 20 MPa a seconda della mescola di gomma e della geometria della parte). Il tonnellaggio nominale della macchina deve superare ampiamente questa cifra.
- Livello di vuoto raggiungibile e capacità della pompa: Verificare che la macchina possa raggiungere -0,095 MPa o migliore e che la capacità della pompa del vuoto sia adatta al volume della cavità dello stampo in modo che il livello di vuoto target venga raggiunto entro un tempo di permanenza accettabile.
- Intervallo di temperatura e specifiche di uniformità: Verifica che la temperatura operativa massima copra la temperatura di polimerizzazione del composto di gomma e richiedi dati documentati sull'uniformità della temperatura della piastra, idealmente ±2°C o migliore su tutta la superficie della piastra.
- Sistema di controllo e registrazione dati: Per una produzione in cui la qualità è fondamentale, dai la priorità alle macchine con registrazione completa dei dati di processo, gestione delle ricette e registrazione della cronologia degli allarmi. Queste funzionalità supportano i requisiti dei sistemi di qualità ISO e specifici del settore e semplificano l'analisi delle cause principali quando si verificano difetti.
- Assistenza post vendita e disponibilità ricambi: I sistemi di vuoto, i componenti idraulici e gli elementi riscaldanti richiedono tutti una manutenzione periodica ed eventuale sostituzione. Confermare che il produttore o il suo agente locale possano fornire tempestivamente pezzi di ricambio critici ed esaminare i termini di garanzia e la disponibilità dei tecnici dell'assistenza in loco prima di impegnarsi con un fornitore.
Pratiche di manutenzione che proteggono le prestazioni della macchina
Una macchina per la vulcanizzazione della gomma sottovuoto ben mantenuta offre qualità costante e durata prolungata. Trascurare la manutenzione ordinaria dei sistemi idraulici e del vuoto, in particolare, porta a un graduale degrado delle prestazioni che spesso viene erroneamente diagnosticato come un problema di processo o di materiale piuttosto che come un problema della macchina.
- Controllare e sostituire l'olio della pompa per vuoto agli intervalli specificati dal produttore, in genere ogni 500-1.000 ore di funzionamento, poiché la contaminazione dell'olio riduce significativamente l'efficienza della pompa e il livello di vuoto raggiungibile.
- Ispezionare le guarnizioni di tenuta dello stampo e gli O-ring prima di ogni ciclo di produzione e sostituirli immediatamente quando si rileva usura, deformazione da compressione o danni, poiché anche una minima perdita della guarnizione impedisce il raggiungimento del livello di vuoto target.
- Verificare periodicamente l'uniformità della temperatura della piastra utilizzando una misurazione termocoppia multipunto calibrata e ricalibrare i controller della temperatura PID se le deviazioni superano le specifiche.
- Monitorare le condizioni dell'olio idraulico e lo stato del filtro, sostituendo i filtri e il fluido in base al programma di manutenzione per prevenire l'usura della valvola e la perdita del cilindro che possono causare incoerenza della forza di bloccaggio.
- Mantenere le superfici delle piastre pulite e prive di accumuli di gomma, poiché i residui accumulati creano un contatto irregolare con gli stampi e provocano variazioni localizzate di pressione e temperatura che degradano la qualità delle parti.