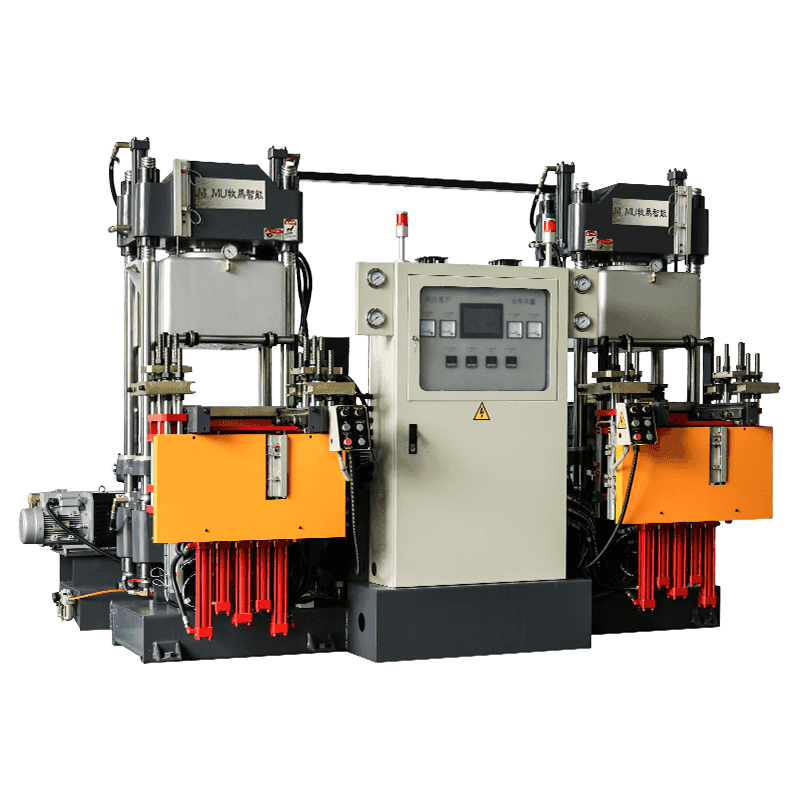
Come funziona una macchina per lo stampaggio a iniezione della gomma
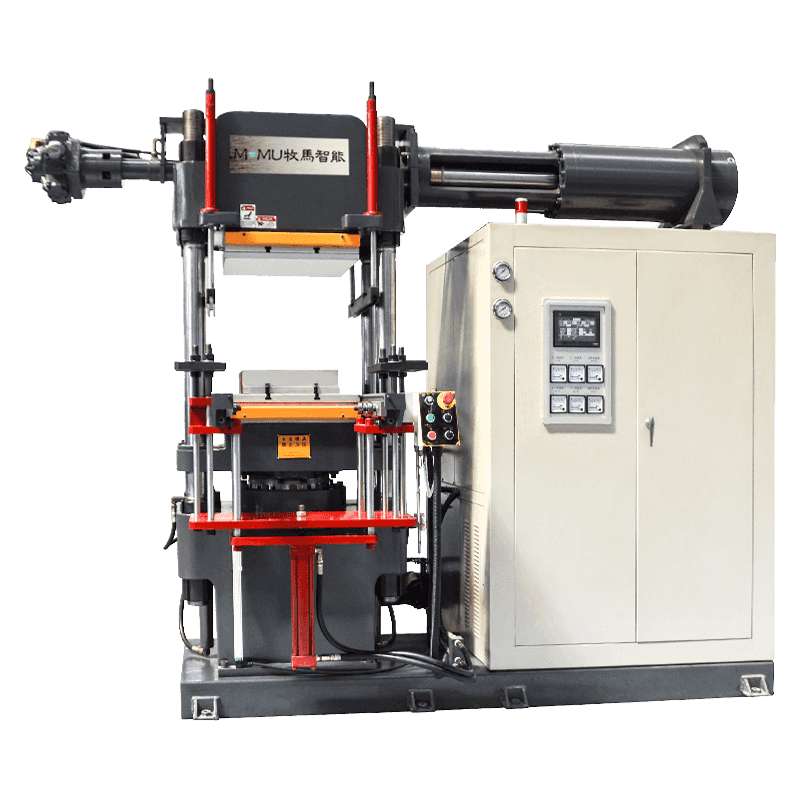
A macchina per lo stampaggio ad iniezione della gomma trasforma i composti di gomma grezza in parti finite dalla forma precisa forzando il materiale di gomma plastificato e riscaldato ad alta pressione in una cavità dello stampo chiusa, dove vulcanizza (reticola chimicamente) in un solido stabile ed elastico. A differenza dello stampaggio a iniezione di materiali termoplastici, che fonde e rifonde lo stesso materiale, lo stampaggio a iniezione di gomma si basa su una reazione di vulcanizzazione irreversibile innescata dal calore e dal tempo. Una volta indurita all'interno dello stampo, la gomma non può essere rifusa o riformata, il che significa che tutti i parametri del processo devono essere impostati correttamente prima che abbia inizio la produzione completa.
Il processo inizia con l'alimentazione del composto di gomma nell'unità di plastificazione della macchina, in genere un gruppo vite-cilindro, dove viene riscaldato a una temperatura di preriscaldamento attentamente controllata, in genere tra 70°C e 100°C, che lo rende fluido senza innescare una vulcanizzazione prematura. La rotazione della vite omogeneizza il composto e aumenta la pressione di iniezione. Quando lo stampo è chiuso e bloccato, l'unità di iniezione guida la gomma plastificata attraverso un canale di colata, guide e punti di accesso nelle cavità dello stampo. Lo stampo stesso viene riscaldato a una temperatura più elevata, solitamente compresa tra 160°C e 200°C, dove l'agente di vulcanizzazione si attiva e la gomma polimerizza entro un tempo di polimerizzazione definito prima che lo stampo si apra e la parte venga espulsa.
Componenti principali e loro funzioni
Comprendere il ruolo funzionale di ciascun componente principale aiuta gli operatori a diagnosticare i problemi, ottimizzare le impostazioni del processo e prendere decisioni informate quando si confrontano le specifiche delle macchine di diversi produttori.
Unità di iniezione
L'unità di iniezione è costituita da un cilindro riscaldato, una vite alternativa e un ugello. La vite ha un duplice scopo: ruota per plastificare e convogliare in avanti la mescola di gomma, quindi funge da stantuffo per iniettare nello stampo il getto di materiale accumulato. La geometria della vite per la gomma è diversa da quella utilizzata nelle macchine termoplastiche: le viti per gomma in genere hanno un rapporto di compressione inferiore e alette meno profonde per evitare di generare eccessivo calore da attrito che potrebbe causare bruciatura, ovvero una vulcanizzazione prematura all'interno del cilindro prima che il materiale raggiunga lo stampo.
Unità di bloccaggio
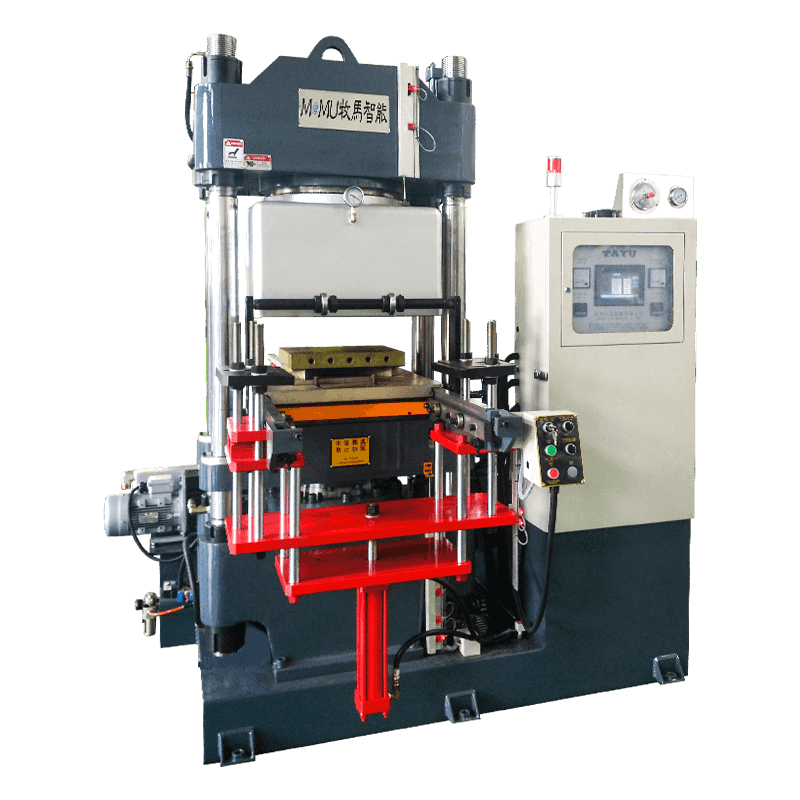
L'unità di chiusura tiene insieme le due metà dello stampo contro la forza generata dalla pressione di iniezione. La forza di chiusura viene misurata in kilonewton (kN) o tonnellate e deve superare l'area proiettata delle cavità dello stampo moltiplicata per la pressione di iniezione. Una forza di bloccaggio insufficiente provoca bave (sottili alette di gomma in eccesso sulla linea di giunzione) che aumentano i costi legati alla rifilatura e compromettono la precisione dimensionale della parte. La maggior parte delle macchine per iniezione di gomma utilizza sistemi di bloccaggio idraulici, sebbene le configurazioni idrauliche dirette e assistite da ginocchiera offrano ciascuna caratteristiche di velocità e forza diverse adatte a diverse esigenze di produzione.
Stampo e sistema di riscaldamento
Lo stampo è l'elemento dell'utensile che definisce la geometria del pezzo finito. Per l'iniezione della gomma, gli stampi vengono riscaldati, più comunemente con riscaldatori elettrici a cartuccia o olio caldo circolante, per mantenere una temperatura di vulcanizzazione stabile su tutta la superficie della cavità. L'uniformità della temperatura all'interno dello stampo è fondamentale: i punti caldi causano una polimerizzazione eccessiva e un degrado delle proprietà del materiale, mentre i punti freddi portano a parti sottopolimerizzate che falliscono durante il servizio. Gli stampi di alta qualità includono sensori di temperatura posizionati vicino a ciascuna cavità per consentire il monitoraggio e la correzione in tempo reale durante la produzione.
Sistema di controllo
Le moderne macchine per lo stampaggio a iniezione della gomma sono dotate di sistemi di controllo basati su PLC o PC che consentono agli operatori di programmare e memorizzare ricette di processo complete che coprono le zone di temperatura del cilindro, i profili di velocità di iniezione, la pressione di iniezione, la pressione di mantenimento, il tempo di polimerizzazione, la temperatura dello stampo e la sequenza di espulsione. La capacità di salvare e richiamare le ricette è particolarmente importante negli impianti multiprodotto in cui le macchine vengono regolarmente commutate tra diverse mescole di gomma e geometrie delle parti, ciascuna delle quali richiede un insieme distinto di parametri.
Parametri chiave del processo che ogni operatore deve controllare
La qualità delle parti in gomma stampate a iniezione è determinata dalla precisione con cui i parametri di processo vengono impostati e mantenuti durante tutto il ciclo di produzione. I seguenti parametri interagiscono tra loro, il che significa che una modifica in uno spesso richiede la regolazione degli altri per mantenere la qualità della parte.
| Parametro | Gamma tipica | Effetto se troppo basso | Effetto se troppo alto |
| Temperatura della canna | 70°C – 100°C | Flusso scarso, riempimento incompleto | Brucia, cura prematura |
| Temperatura dello stampo | 160°C – 200°C | Parti deboli e sotto polimerizzazione | Polimerizzazione eccessiva, degrado della superficie |
| Pressione di iniezione | 80 – 200MPa | Inquadrature brevi, vuoti | Danni da bave, muffe |
| Tempo di cura | 30 secondi – 10 minuti | Parti appiccicose e poco polimerizzate | Parti fragili e troppo polimerizzate |
| Velocità di iniezione | Specifico per l'applicazione | Linee di maglia, riempimento incompleto | Getto, intrappolamento d'aria |
Il tempo di polimerizzazione è il parametro con l’impatto più diretto sul tempo ciclo e quindi sulla resa produttiva. Deve essere determinato mediante test reometrici della specifica mescola di gomma utilizzata, poiché diverse formulazioni (gomma naturale, EPDM, silicone, NBR, neoprene) hanno ciascuna la propria cinetica di vulcanizzazione. Il tentativo di abbreviare il tempo di polimerizzazione oltre quanto consentito dalla chimica del composto si traduce in parti sottopolimerizzate che potrebbero superare l'ispezione iniziale ma guastarsi prematuramente durante il servizio.
Industrie e applicazioni in cui vengono utilizzate queste macchine
Le macchine per lo stampaggio a iniezione della gomma servono un'ampia gamma di settori in cui sono richieste contemporaneamente tolleranze dimensionali strette, proprietà dei materiali costanti e volumi di produzione elevati. Il settore automobilistico rappresenta un'ampia quota della capacità globale di stampaggio a iniezione della gomma, producendo guarnizioni, guarnizioni, anelli di tenuta, antivibranti, O-ring e guarnizioni di protezione dagli agenti atmosferici: componenti che devono funzionare in modo affidabile in intervalli di temperature estreme e lunghe durate di servizio. Le parti in gomma per uso automobilistico sono generalmente stampate da composti EPDM, NBR o siliconici selezionati per la loro resistenza a fluidi, temperature e condizioni ambientali specifici.
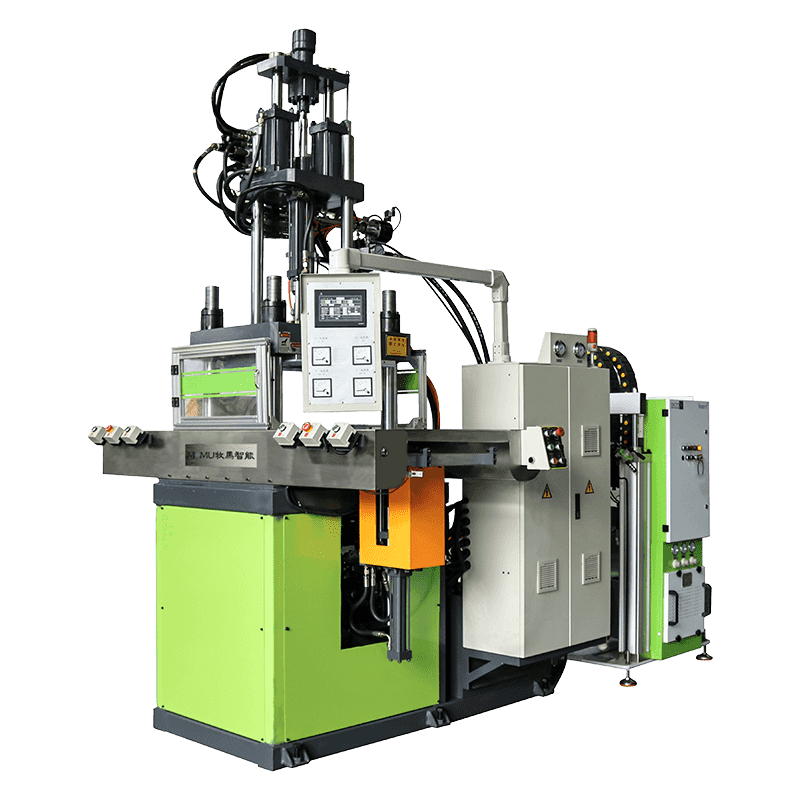
L’industria dei dispositivi medici è un altro importante utilizzatore dello stampaggio a iniezione della gomma, in particolare dei componenti in silicone. Lo stampaggio a iniezione di gomma siliconica liquida (LSR) è una variante specializzata del processo che gestisce sistemi siliconici bicomponenti polimerizzati al platino, producendo parti come sigilli chirurgici, componenti di cateteri, maschere respiratorie e componenti di dispositivi per la somministrazione di farmaci. Lo stampaggio di LSR richiede configurazioni di macchine dedicate con cilindri di iniezione raffreddati (l'opposto dello stampaggio di gomma convenzionale) perché il materiale polimerizza rapidamente alle temperature dello stampo ma deve essere mantenuto freddo nel cilindro per evitare una gelificazione prematura.
- Automotive: Guarnizioni per porte e finestre, guarnizioni del motore, isolatori di vibrazioni, componenti dei freni, connettori dei tubi flessibili e anelli di tenuta sotto il cofano che richiedono resistenza al calore e ai fluidi.
- Medico e farmaceutico: Tappi in silicone per fiale, componenti di siringhe, sigilli impiantabili, membrane di dispositivi respiratori e componenti per la gestione dei fluidi che richiedono biocompatibilità e resistenza alla sterilizzazione.
- Elettronica: Pulsanti della tastiera, guarnizioni dei connettori, cuscinetti antivibranti e guarnizioni dell'involucro che proteggono i circuiti stampati dall'umidità e dagli urti meccanici.
- Macchinari industriali: Tenute idrauliche, O-ring pneumatici, componenti di nastri trasportatori, diaframmi di pompe ed elementi di accoppiamento che funzionano sotto stress meccanico continuo.
- Beni di consumo: Suole di scarpe, impugnature, guarnizioni di elettrodomestici da cucina, componenti di prodotti per bambini e parti di articoli sportivi in cui la qualità tattile e la durata sono entrambe importanti.
Confronto tra lo stampaggio a iniezione della gomma e lo stampaggio a trasferimento e a compressione
Lo stampaggio a iniezione della gomma non è l'unico processo disponibile per la produzione di componenti in gomma. Lo stampaggio a trasferimento e lo stampaggio a compressione sono alternative più vecchie e più semplici che rimangono ampiamente utilizzate. Comprendere dove ciascun processo eccelle aiuta i produttori a scegliere il metodo giusto per una determinata geometria della parte, requisiti di volume e budget.
Lo stampaggio a compressione posiziona un pezzo pre-pesato di gomma non polimerizzata direttamente nella cavità aperta dello stampo, quindi chiude lo stampo sotto pressione idraulica e calore. È l'opzione di attrezzamento più semplice ed economica, ma produce livelli più elevati di bava, minore consistenza dimensionale e tempi di ciclo più lunghi rispetto all'iniezione. Rimane pratico per parti grandi e semplici con bassi volumi di produzione in cui la giustificazione dei costi degli utensili conta più dell’efficienza del tempo di ciclo. Lo stampaggio a trasferimento utilizza un contenitore e uno stantuffo per spingere la gomma da un serbatoio attraverso i fori di colata in uno stampo chiuso, offrendo un migliore controllo dimensionale rispetto alla compressione ma producendo comunque uno scarto di materiale dal contenitore di trasferimento che deve essere scartato. Lo stampaggio a iniezione elimina la maggior parte di questi scarti iniettando solo il volume preciso necessario, offre tempi di ciclo più brevi e costanti e produce la massima precisione dimensionale, rendendolo il processo preferito ovunque i volumi delle parti e i requisiti di qualità giustifichino il maggiore investimento in macchine.

Cosa valutare quando si sceglie una macchina per lo stampaggio a iniezione della gomma
La scelta della giusta macchina per lo stampaggio a iniezione della gomma per un'applicazione specifica richiede la valutazione di diverse specifiche interdipendenti anziché concentrarsi su un singolo numero come la forza di chiusura o la dimensione della iniezione isolatamente.
- Forza di serraggio: Calcolare la forza di serraggio richiesta in base all'area della cavità prevista e alla pressione di iniezione prevista. Includere sempre un margine di sicurezza di almeno il 10–15% superiore al minimo calcolato per tenere conto della variabilità del processo.
- Volume di iniezione e diametro della vite: La capacità di iniezione della macchina deve accogliere comodamente il peso del pezzo più il peso del sistema di guida senza superare l'80% del volume massimo di iniezione, il che garantisce un'omogeneizzazione costante del materiale ad ogni ciclo.
- Sicurezza contro le bruciature: Valutare il design del cilindro della macchina e la precisione del controllo della temperatura. Le macchine destinate ai composti sensibili al calore o a indurimento rapido necessitano di un controllo della temperatura del cilindro strettamente suddiviso in zone e di design delle viti con tempi di permanenza brevi per evitare bruciature.
- Dimensioni della piastra dello stampo e luce diurna: Verificare che le dimensioni della piastra della macchina e la distanza massima di apertura dello stampo (luce del giorno) siano compatibili con le dimensioni dello stampo e l'altezza del pezzo all'espulsione.
- Capacità del sistema di controllo: Per le strutture multiprodotto, dai la priorità alle macchine con memorizzazione delle ricette, registrazione dei dati di processo e funzionalità di monitoraggio remoto per supportare la tracciabilità della qualità e ridurre i tempi di configurazione tra i lavori.