Che cos'è una macchina per lo stampaggio a iniezione di LSR?
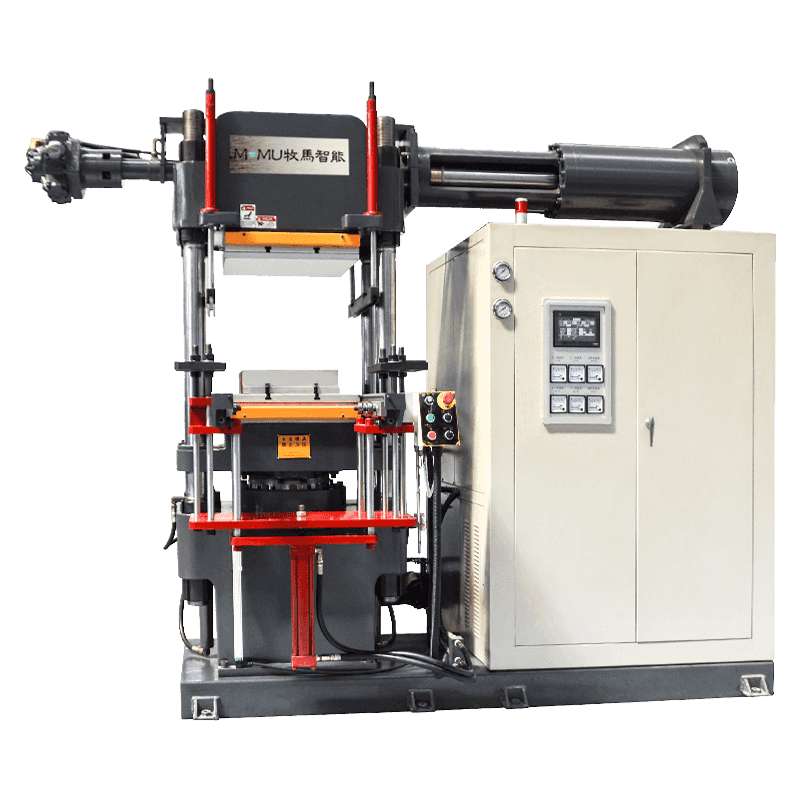
An Macchina per lo stampaggio ad iniezione di LSR è un sistema di produzione specializzato progettato per trasformare la gomma siliconica liquida (LSR) in parti stampate di precisione attraverso un ciclo di iniezione chiuso e automatizzato. A differenza dello stampaggio a iniezione termoplastico, che scioglie i pellet solidi e li inietta in uno stampo raffreddato, lo stampaggio LSR funziona al contrario: il silicone liquido bicomponente viene mantenuto freddo durante l'iniezione e poi polimerizzato all'interno di uno stampo riscaldato attraverso una reazione di vulcanizzazione catalizzata dal platino. Questa differenza fondamentale nel comportamento dei materiali guida quasi ogni decisione progettuale nei macchinari specifici per LSR: dal cilindro a temperatura controllata e dal sistema di dosaggio all'unità di chiusura e alla costruzione dello stampo.
Le macchine LSR vengono utilizzate in un'ampia gamma di settori ovunque sia richiesta la combinazione di flessibilità, stabilità termica, biocompatibilità e resistenza chimica del silicone. Dispositivi medici, prodotti per l'infanzia, guarnizioni per autoveicoli, componenti elettronici di consumo e membrane industriali sono tra le applicazioni più comuni. Comprendere i principi di funzionamento della macchina, i sottosistemi chiave e i criteri di selezione è essenziale per ingegneri e professionisti degli approvvigionamenti che valutano la capacità di produzione di LSR.
Come funziona lo stampaggio a iniezione di LSR: il processo principale
L'LSR viene fornito come un sistema in due parti: il componente A contiene il polimero di base e il catalizzatore al platino, mentre il componente B contiene il reticolante e l'inibitore. I due componenti vengono immagazzinati in fusti separati e alimentati attraverso un'unità di dosaggio e miscelazione, in genere un miscelatore statico, che li combina in un preciso rapporto 1:1 in volume. Mantenere l'accuratezza del rapporto esatto è fondamentale perché qualsiasi deviazione altera la chimica di polimerizzazione e produce parti con durezza incoerente, polimerizzazione incompleta o appiccicosità superficiale.
Dopo la miscelazione, l'LSR combinato viene iniettato in uno stampo riscaldato – tipicamente mantenuto tra 160°C e 220°C – dove il catalizzatore al platino favorisce una rapida reticolazione. I tempi di polimerizzazione dipendono dalla geometria della parte, dallo spessore delle pareti e dalla temperatura dello stampo, ma la maggior parte dei cicli di produzione varia da pochi secondi per le parti a pareti sottili a diversi minuti per i componenti più spessi. Poiché il silicone polimerizzato si restringe leggermente durante la reticolazione, la progettazione dello stampo deve tenere conto di questo cambiamento dimensionale per mantenere tolleranze strette nella parte finita.
L'unità di iniezione stessa deve essere raffreddata, generalmente ad acqua a circa 10-15°C, per evitare una polimerizzazione prematura nella canna prima che i pallini raggiungano lo stampo. Questo sistema di canale freddo, spesso esteso alla geometria del canale di colata e del canale all'interno dello stampo, riduce al minimo lo spreco di materiale mantenendo l'LSR nel suo stato liquido non polimerizzato fino al punto di iniezione, consentendo quindi al differenziale di calore tra il canale freddo e la cavità calda dello stampo di innescare la polimerizzazione esattamente dove necessario.
Sottosistemi chiave di una macchina per lo stampaggio a iniezione di LSR
Unità di misurazione e dosaggio
L'unità di dosaggio è il sottosistema più critico esclusivo della lavorazione LSR. Aspira i due componenti LSR da fusti pressurizzati utilizzando pompe a pistoni pneumatiche o servoazionate, mantiene un rapporto volumetrico preciso durante tutto il getto e fornisce il materiale miscelato all'unità di iniezione senza introdurre aria. I sistemi di dosaggio di fascia alta raggiungono una precisione del rapporto entro ±0,5% su tutti i cicli di produzione e includono sensori di monitoraggio continuo che attivano allarmi se il rapporto si discosta oltre una tolleranza impostata. Il miscelatore statico, un elemento elicoidale passivo attraverso il quale vengono alimentati entrambi i componenti, raggiunge una miscelazione omogenea senza parti in movimento, riducendo i requisiti di manutenzione rispetto alle alternative di miscelazione dinamica.

Unità di iniezione
L'unità di iniezione per LSR differisce dalle unità termoplastiche in diversi aspetti importanti. La geometria della vite utilizza una profondità di volo ridotta e un basso rapporto di compressione per evitare di generare calore da attrito che indurrebbe prematuramente il materiale nella canna. L'intera canna è rivestita da un circuito di raffreddamento ad acqua. La velocità e la pressione di iniezione sono servocontrollate per garantire caratteristiche di riempimento costanti a ogni iniezione e l'unità di iniezione funziona generalmente a pressioni significativamente inferiori rispetto ai sistemi termoplastici, solitamente tra 500 e 1.500 bar, poiché la bassa viscosità dell'LSR richiede meno forza per riempire la cavità dello stampo.
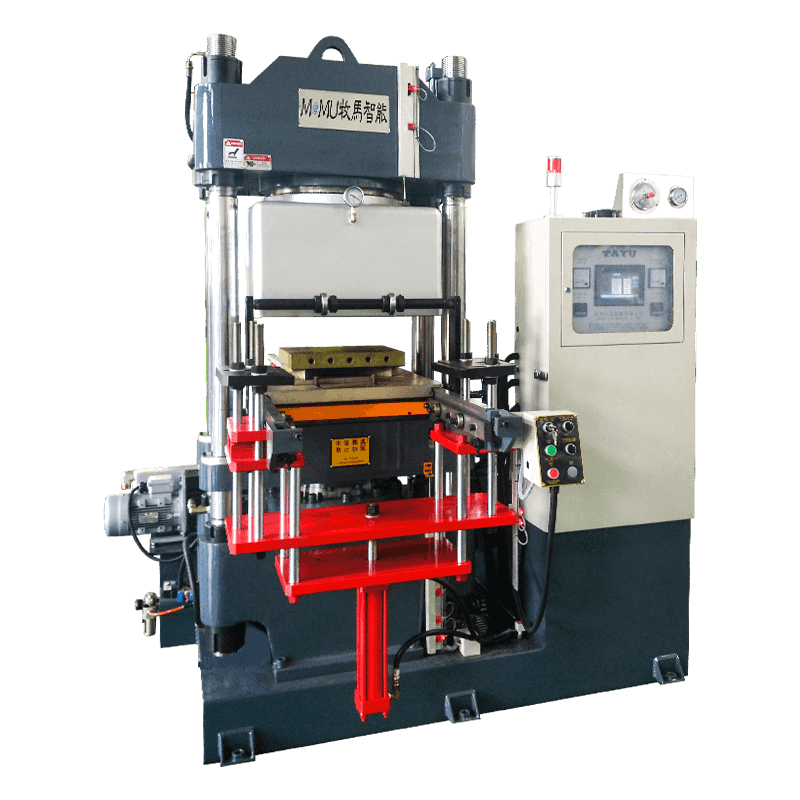
Unità di bloccaggio
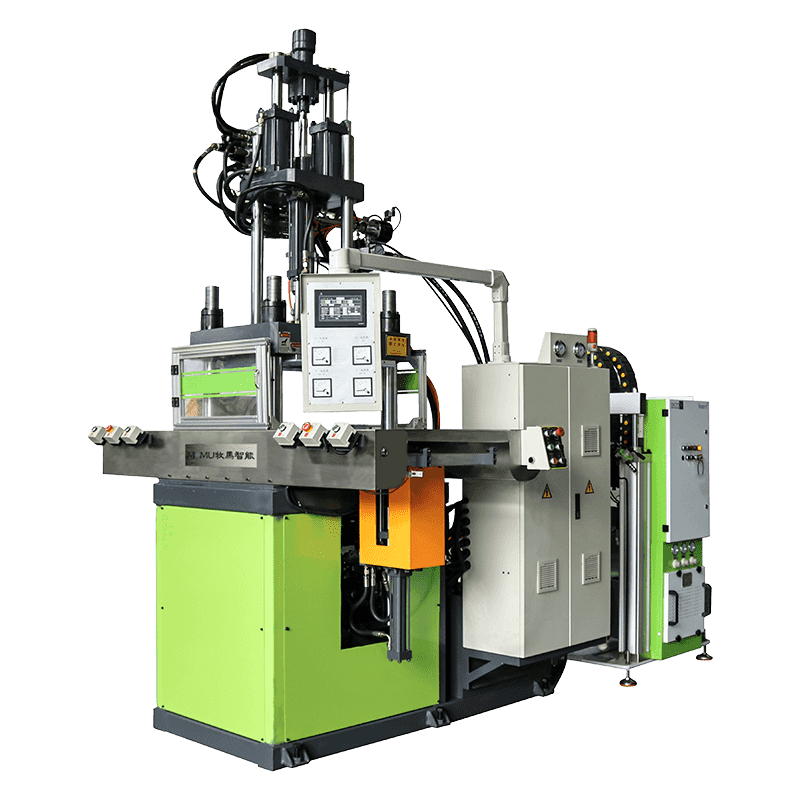
Gli stampi in LSR richiedono una forza di bloccaggio molto elevata per unità di area della parte proiettata rispetto ai materiali termoplastici, poiché la bassa viscosità dell'LSR significa che si sfalderà anche attraverso spazi minimi nella linea di giunzione se la forza di bloccaggio è insufficiente. Vengono utilizzati entrambi i sistemi di bloccaggio a ginocchiera e idraulici, con le macchine completamente elettriche sempre più preferite negli ambienti delle camere bianche per la loro pulizia, ripetibilità ed efficienza energetica. I requisiti della forza di bloccaggio vengono calcolati in base alla pressione della cavità moltiplicata per l'area proiettata della parte più il sistema di guida.
Confronto tra macchine LSR: idrauliche e completamente elettriche
| Caratteristica | Macchina idraulica LSR | Macchina LSR completamente elettrica |
| Ripetibilità | Bene | Eccellente |
| Idoneità alle camere bianche | Limitato (rischio di contaminazione da olio) | Alto (nessun fluido idraulico) |
| Consumo energetico | Più in alto | 30–60% in meno |
| Costo del capitale | Più in basso | Più in alto |
| Livello di rumore | Più in alto | Più in basso |
| Manutenzione | Più frequenti (tenute idrauliche) | Meno frequente |
| Migliore adattamento dell'applicazione | Parti industriali ad alta forza | Parti mediche, alimentari e di precisione |
Settori e applicazioni che determinano la domanda di macchine LSR
La crescita dello stampaggio a iniezione di LSR come metodo di produzione è direttamente legata al crescente numero di settori che dipendono dalle proprietà dei materiali del silicone in ambienti di utilizzo finale esigenti. Ogni settore ha requisiti specifici che determinano il modo in cui le macchine LSR devono essere configurate e convalidate.
- Dispositivi medici: La biocompatibilità dell'LSR secondo gli standard ISO 10993 e la capacità di essere sterilizzato in autoclave, EtO e radiazioni gamma ne fanno il materiale preferito per cateteri, maschere respiratorie, guarnizioni per dispositivi impiantabili e impugnature per strumenti chirurgici. Le macchine utilizzate per la produzione di LSR medicale sono generalmente completamente elettriche, compatibili con le camere bianche e dotate di documentazione di processo completa per la conformità normativa.
- Prodotti per neonati e bambini: Ciucci, tettarelle e prodotti per la dentizione richiedono silicone adatto al contatto alimentare, privo di plastificanti e BPA. I gradi LSR certificati secondo le normative FDA 21 CFR e EU 10/2011 sul contatto alimentare sono standard e gli ambienti di produzione devono soddisfare severi controlli igienici.
- Automotive: L'LSR viene utilizzato per guarnizioni ad anello, cappucci per candele, guarnizioni per sensori e componenti sotto il cofano che devono resistere a temperature sostenute da -50°C a 200°C. La produzione automobilistica in grandi volumi utilizza in genere macchine idrauliche con stampi a canali freddi multi-cavità per garantire efficienza in termini di costi.
- Elettronica di consumo: Guarnizioni impermeabili, membrane per pulsanti, punte per auricolari e guarnizioni per dispositivi indossabili rappresentano un segmento in rapida crescita. Sono comuni parti a parete sottile e di alta precisione con tolleranze dimensionali ristrette, favorendo le macchine completamente elettriche con controllo elevato della velocità di iniezione.
- Sigillatura industriale: I diaframmi delle pompe, le guarnizioni delle valvole e le guarnizioni resistenti agli agenti chimici sfruttano la resistenza del silicone all'ozono, alle radiazioni UV e ad un ampio spettro di sostanze chimiche. Si tratta di parti di sezione più spessa prodotte su macchine idrauliche a cavitazione inferiore.
Fattori critici nella scelta di una macchina per lo stampaggio a iniezione di LSR
La scelta di una macchina LSR richiede la valutazione delle specifiche tecniche nel contesto dei componenti specifici, dei volumi di produzione e del contesto normativo. Diversi fattori determinano in modo coerente se un investimento in una macchina fornisce il rendimento atteso.
La dimensione del getto e la forza di serraggio devono essere abbinate alla parte proiettata e all'area del corridore anziché essere stimate in modo approssimativo. La bassa viscosità dell'LSR fa sì che anche una modesta carenza di forza di serraggio provochi la formazione di bava, una sottile pellicola di silicone polimerizzato sulla linea di giunzione che richiede un taglio manuale e aumenta il tasso di scarto. Calcolare la forza di bloccaggio richiesta ad un minimo di 0,3-0,5 tonnellate per centimetro quadrato di area della cavità prevista e dimensionare la macchina con un margine superiore a tale cifra per accogliere future aggiunte di stampi o modifiche al design.
La precisione del controllo della temperatura nello stampo è importante quanto le prestazioni di bloccaggio e iniezione della macchina. Le temperature irregolari dello stampo producono parti con polimerizzazione incoerente, variazioni dimensionali e difetti superficiali. Valutare se il controller della temperatura dello stampo della macchina supporta la mappatura della temperatura basata sulle zone e se il design dello stampo fornisce un'adeguata copertura del canale di riscaldamento. Nelle applicazioni mediche di precisione, la variazione della temperatura dello stampo superiore a ±2°C sulla superficie della cavità è generalmente inaccettabile.
Le funzionalità di monitoraggio dei processi e di registrazione dei dati sono diventate non negoziabili per le industrie regolamentate. Le moderne macchine LSR integrano sensori di pressione nella cavità, profili di velocità e pressione di iniezione, registrazione della temperatura dello stampo e verifica del rapporto di dosaggio in un sistema di monitoraggio del processo unificato. Questi dati sono necessari per la convalida del processo ai sensi della FDA 21 CFR Parte 820 e ISO 13485 per i dispositivi medici e sono sempre più richiesti dai clienti Tier 1 del settore automobilistico come parte dei pacchetti di documentazione PPAP.
Difetti di processo comuni e come prevenirli
Anche le macchine ben specifiche producono difetti quando i parametri di processo variano o le condizioni dello stampo non vengono adeguatamente mantenute. Riconoscere le cause profonde dei comuni difetti dell'LSR è essenziale per gli ingegneri di processo responsabili della qualità della produzione.
- Flash: Causato da una forza di serraggio insufficiente, superfici della linea di giunzione usurate o pressione di iniezione eccessiva. Affrontare il problema verificando i calcoli della forza di chiusura, ispezionando le condizioni dello stampo e riducendo la velocità di iniezione durante la fase di riempimento.
- Riempimento incompleto/inquadratura corta: Deriva da una pressione di iniezione insufficiente, punti di accesso bloccati o LSR parzialmente indurito nel canale prima di raggiungere la cavità. Controllare il diametro del punto di iniezione, verificare che la temperatura del cilindro rientri nell'intervallo target del canale freddo e verificare l'inibizione della polimerizzazione da contaminazione.
- Appiccicosità superficiale: Indica una polimerizzazione insufficiente, nella maggior parte dei casi causata da un rapporto A:B errato, da una temperatura dello stampo troppo bassa o da un tempo di polimerizzazione insufficiente. Verificare il rapporto di dosaggio con un test di erogazione controllato, controllare l'uniformità della temperatura dello stampo e prolungare il tempo di polimerizzazione se le tolleranze dimensionali lo consentono.
- Intrappolamento d'aria/vuoti: L'aria introdotta durante la miscelazione o iniettata con il materiale produce bolle nella parte polimerizzata. Assicurarsi che il sistema di dosaggio sia adeguatamente spurgato prima della produzione e controllare che la velocità di iniezione non sia così elevata da attirare aria nell'area del punto di iniezione davanti al fronte del flusso di LSR.
- Variazione dimensionale tra gli scatti: Solitamente legato a incoerenza di dosaggio, fluttuazione della temperatura del cilindro o tempo di polimerizzazione variabile a causa della deriva della temperatura dello stampo. Esamina i registri di monitoraggio del processo per identificare quale variabile è correlata allo spostamento dimensionale e ricalibrare il sottosistema pertinente.