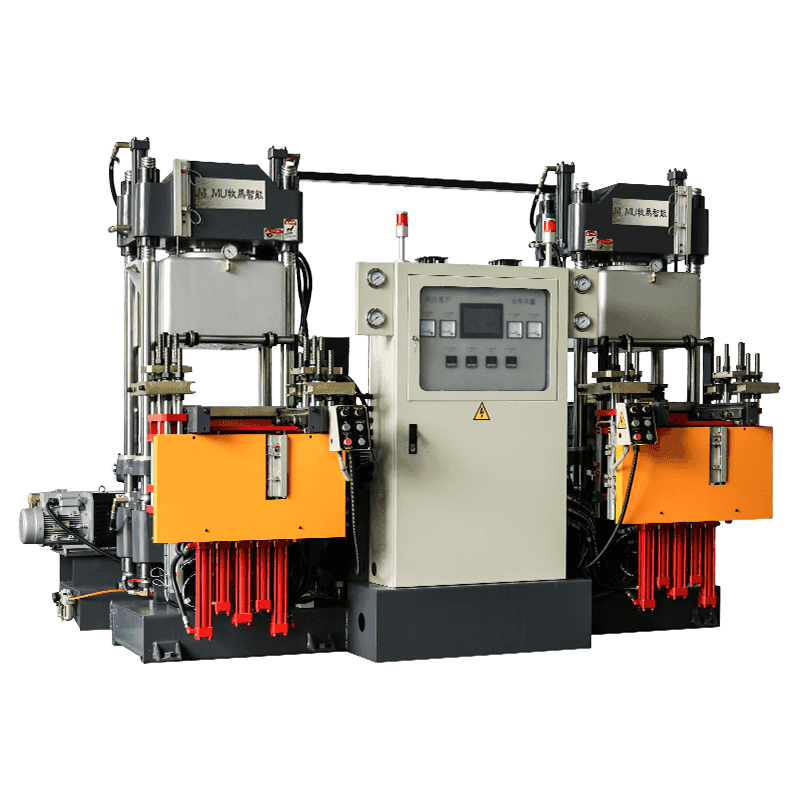
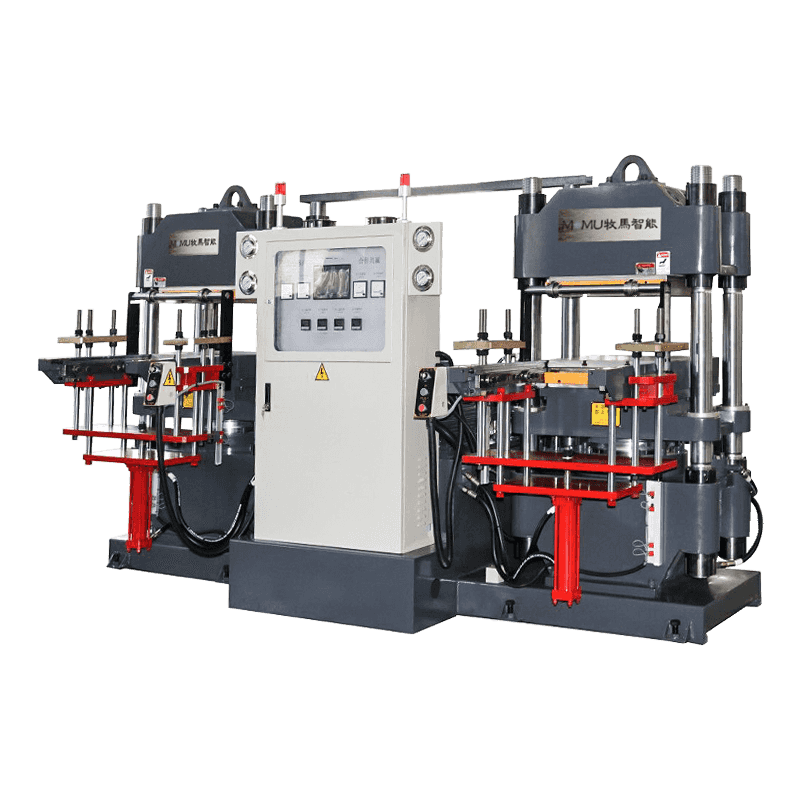
Che cos'è una macchina per vulcanizzare la gomma sottovuoto e come funziona?
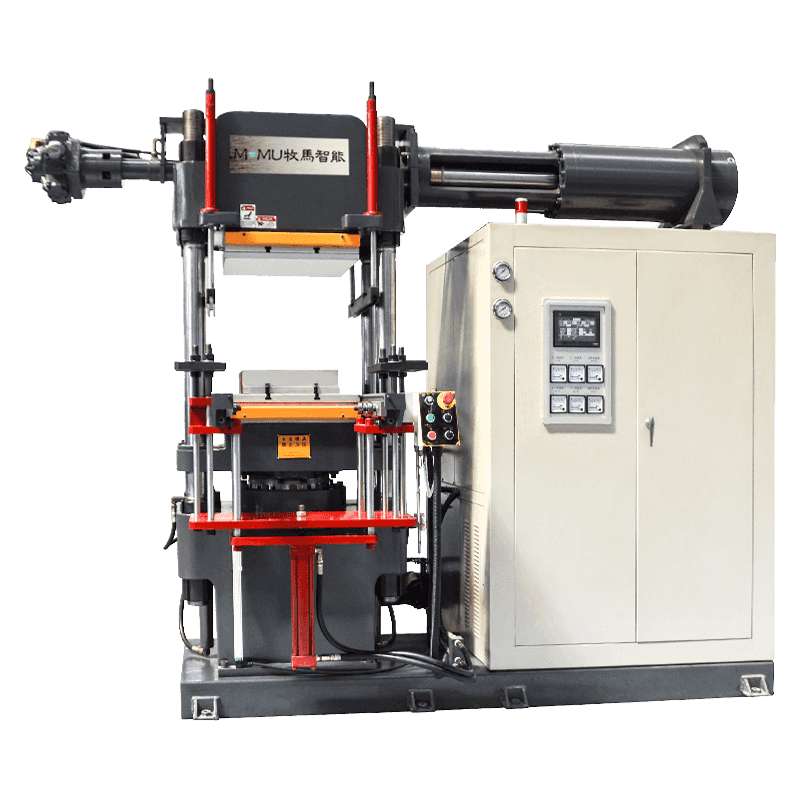
Una macchina per vulcanizzare la gomma sotto vuoto è un'apparecchiatura industriale specializzata utilizzata per polimerizzare composti di gomma sotto calore e pressione controllati in un ambiente sotto vuoto. La vulcanizzazione è il processo chimico che trasforma la gomma grezza o mescolata da uno stato morbido e flessibile in un materiale durevole, elastico e resistente al calore formando legami incrociati tra le catene polimeriche, in genere attraverso agenti indurenti a base di zolfo o perossido. La componente del vuoto è ciò che distingue questa macchina dalle presse vulcanizzatrici standard. Evacuando l'aria dalla cavità dello stampo prima e durante il ciclo di polimerizzazione, la macchina elimina le sacche d'aria e i gas intrappolati che altrimenti causerebbero porosità, vuoti o imperfezioni superficiali nel prodotto in gomma finito.
La macchina opera attraverso una sequenza di fasi automatizzate: caricamento dello stampo, evacuazione del vuoto, applicazione della pressione, polimerizzazione a caldo e rilascio dello stampo. Il riscaldamento viene tipicamente ottenuto tramite piastre elettriche o piastre riscaldate a vapore che trasferiscono il calore in modo uniforme alla mescola di gomma. Una pompa a vuoto collegata alla camera sigillata dello stampo riduce la pressione interna, solitamente tra -0,08 MPa e -0,1 MPa, prima che la pressa si chiuda e applichi la forza di chiusura. Questa combinazione di vuoto, calore e pressione meccanica garantisce che le geometrie complesse dello stampo siano riempite completamente e che la parte polimerizzata soddisfi le specifiche dimensionali e di qualità della superficie.

Industrie e applicazioni che si affidano alla vulcanizzazione sotto vuoto
Le macchine per vulcanizzazione della gomma sotto vuoto sono utilizzate in un'ampia gamma di settori in cui la qualità e la consistenza delle parti in gomma non sono negoziabili. Il settore automobilistico è uno dei maggiori utilizzatori e fa affidamento su queste macchine per produrre guarnizioni, guarnizioni, O-ring, smorzatori di vibrazioni e componenti per la gestione dei fluidi che devono funzionare in modo affidabile in condizioni termiche e meccaniche impegnative. Nell'industria aerospaziale, la vulcanizzazione sotto vuoto viene utilizzata per componenti in gomma di precisione in cui anche vuoti microscopici potrebbero compromettere l'integrità dei sistemi di tenuta critici.
L'industria dei dispositivi medici utilizza macchine per vulcanizzazione sotto vuoto per produrre parti in silicone e gomma speciale che devono soddisfare rigorosi standard di biocompatibilità e tolleranza dimensionale. I produttori di elettronica li utilizzano per produrre componenti isolanti e supporti per l'isolamento dalle vibrazioni. L'industria calzaturiera applica la tecnologia per l'incollaggio di suole e componenti in gomma stampata. In ogni caso, l'ambiente sotto vuoto è essenziale per ottenere la finitura superficiale, la densità interna e le prestazioni meccaniche che la vulcanizzazione a pressa standard non è in grado di fornire in modo affidabile.
Parametri chiave del processo e come controllarli
La produzione di parti in gomma vulcanizzata uniformi e prive di difetti richiede una gestione precisa di numerosi parametri di processo interdipendenti. Comprendere l'azione di ciascun parametro e il modo in cui le deviazioni influiscono sull'output è fondamentale per far funzionare in modo efficace una macchina per vulcanizzazione sotto vuoto.
Temperatura di vulcanizzazione
La temperatura è il motore principale della reazione di vulcanizzazione. La maggior parte dei composti di gomma polimerizzano nell'intervallo compreso tra 150°C e 200°C, con la temperatura ottimale specifica che dipende dalla formulazione del composto e dal sistema di polimerizzazione utilizzato. Una temperatura troppo bassa provoca una polimerizzazione insufficiente: la gomma sarà morbida, debole e potrebbe presentare appiccicosità o reticolazione incompleta. Una temperatura troppo elevata provoca una polimerizzazione eccessiva o una reversione, in cui la rete polimerica si degrada e la gomma perde resistenza ed elasticità. L’uniformità della temperatura della piastra sulla superficie dello stampo è altrettanto importante; gradienti di temperatura superiori a cinque-dieci gradi Celsius attraverso lo stampo possono causare una polimerizzazione non uniforme e un ritiro differenziale.
Tempo di polimerizzazione
Il tempo di indurimento è determinato dai dati reologici del composto, in particolare dal valore T90 di un test con reometro a stampo mobile (MDR), che indica il tempo necessario per raggiungere il novanta per cento della coppia massima (densità di reticolazione) alla temperatura target. I tempi di polimerizzazione variano generalmente da due a trenta minuti a seconda del tipo di composto, dello spessore della parte e della temperatura. Per le sezioni spesse, è necessario considerare un tempo aggiuntivo per consentire al calore di penetrare nel nucleo. L'utilizzo di un tempo di polimerizzazione troppo breve è una delle fonti più comuni di guasti sul campo nei prodotti in gomma.
Livello e temporizzazione del vuoto
Il vuoto deve raggiungere il livello desiderato prima che la pressa si chiuda e inizi la polimerizzazione. La maggior parte delle operazioni mira a un livello di vuoto compreso tra -0,095 MPa e -0,1 MPa. Il tempo di evacuazione, in genere da quindici a sessanta secondi, deve essere sufficiente per eliminare completamente l'aria sia dalla cavità dello stampo che da eventuali canali di ventilazione. Se il ciclo della pompa del vuoto è troppo breve, l'aria residua verrà compressa anziché rimossa quando la pressa si chiude, causando vuoti nel sottosuolo. Testare regolarmente le prestazioni della pompa e verificare la presenza di perdite nelle linee del vuoto e nelle guarnizioni dello stampo è essenziale per mantenere una qualità di evacuazione costante.
Pressione di serraggio
La pressione di bloccaggio mantiene le metà dello stampo sigillate durante la vulcanizzazione e comprime la mescola di gomma per riempire completamente la geometria della cavità. Una pressione di bloccaggio insufficiente consente la formazione di bave sulla linea di giunzione e può provocare sezioni insufficienti. Una pressione eccessiva può danneggiare gli stampi o causare la fuoriuscita del composto dalla cavità prima che avvenga la gelificazione. Le pressioni di serraggio tipiche per la vulcanizzazione della gomma vanno da 10 a 25 MPa a seconda della viscosità del composto e della geometria della parte.
Difetti comuni e come diagnosticarli
Anche con macchine ben calibrate, possono comparire difetti nelle parti in gomma vulcanizzata. L’identificazione rapida della causa principale riduce al minimo gli scarti e i tempi di fermo della produzione. La tabella seguente riassume i difetti riscontrati più frequentemente e le loro probabili cause:
| Difetto | Probabile causa | Azione correttiva |
| Porosità/Vuoti interni | Vuoto o tempo di evacuazione insufficienti | Controllare le prestazioni della pompa; prolungare i tempi di evacuazione |
| Vesciche superficiali | Umidità nel composto o nello stampo | Composto pre-secco; pulire e preriscaldare lo stampo |
| Indurimento insufficiente (parti morbide) | Bassa temperatura o tempo di polimerizzazione insufficiente | Verificare la calibrazione della temperatura della piastra; prolungare il tempo di polimerizzazione |
| Flash eccessivo | Bassa pressione di chiusura o linea di giunzione dello stampo usurata | Aumentare il tonnellaggio delle presse; ispezionare e rinnovare lo stampo |
| Tiro corto/Aree non riempite | Peso della carica composta insufficiente | Ricalcolare il peso della carica; regolare la preforma composta |
| Variazione dimensionale | Temperatura o forza di bloccaggio incoerenti | Calibrare i sensori; eseguire la regolare manutenzione della pressa |
Come scegliere la giusta macchina per vulcanizzare la gomma sottovuoto
Per selezionare la macchina corretta è necessario che le specifiche dell'attrezzatura corrispondano alle esigenze della vostra specifica applicazione di produzione. I principali criteri di valutazione includono le dimensioni della piastra, il tonnellaggio della pressa, la capacità del sistema di vuoto, l'intervallo di temperatura e la sofisticazione del sistema di controllo.
- Le dimensioni della piastra devono accogliere lo stampo più grande che si intende utilizzare, con un margine sufficiente per mantenere una distribuzione uniforme della temperatura. Le dimensioni standard delle piastre vanno da 200 mm × 200 mm per la produzione di piccole parti fino a 1.000 mm × 1.000 mm o superiori per applicazioni industriali.
- Il tonnellaggio della pressa deve essere adeguato all'area proiettata dello stampo e alla viscosità della mescola di gomma. Come linea guida generale, calcolare la forza richiesta moltiplicando l'area proiettata della cavità dello stampo per la pressione di bloccaggio target, quindi aggiungere un margine di sicurezza di almeno il 20%.
- La capacità della pompa del vuoto, misurata in litri al minuto, dovrebbe essere sufficiente per evacuare la camera dello stampo al livello di vuoto desiderato entro quindici-trenta secondi. Volumi di stampi più grandi richiedono pompe di capacità maggiore per evitare tempi di ciclo prolungati.
- L'intervallo di temperatura e le specifiche di uniformità devono essere verificati rispetto ai requisiti di polimerizzazione del composto. La maggior parte delle macchine per uso generale funziona fino a 200°C, mentre le macchine speciali per composti siliconici o fluoroelastomeri ad alta temperatura possono richiedere 250°C o più.
- La capacità del sistema di controllo determina la flessibilità del processo e la registrazione dei dati che è possibile ottenere. I controllori logici programmabili (PLC) con interfacce touchscreen consentono profili di polimerizzazione multistadio, sequenziamento automatizzato del vuoto e archiviazione dei record di produzione: tutti elementi utili per la gestione della qualità e la ripetibilità del processo.
Pratiche di manutenzione ordinaria che proteggono le prestazioni della macchina
Una macchina per la vulcanizzazione della gomma sottovuoto rappresenta un investimento di capitale significativo e una manutenzione costante è essenziale per proteggere tale investimento garantendo al tempo stesso l'affidabilità della produzione. Il sistema del vuoto richiede la massima attenzione: l'olio della pompa del vuoto deve essere controllato e sostituito secondo il programma del produttore, in genere ogni tre-sei mesi in condizioni di produzione continua. I collegamenti della linea del vuoto, le guarnizioni e le guarnizioni dello stampo devono essere ispezionati settimanalmente per individuare eventuali segni di usura o perdite, poiché anche piccole perdite riducono significativamente le prestazioni di evacuazione.
I sensori di temperatura della piastra e i trasduttori di pressione devono essere calibrati trimestralmente utilizzando strumenti di riferimento certificati per garantire che i valori visualizzati dalla macchina riflettano le effettive condizioni di processo. I livelli del fluido idraulico e le condizioni del filtro devono essere monitorati mensilmente. Le superfici dello stampo devono essere pulite dopo ogni ciclo di produzione per prevenire l'accumulo di residui di gomma, che possono causare attaccamenti, difetti superficiali sulle parti successive e un'usura accelerata dello stampo. Mantenere un registro di manutenzione dettagliato, registrando tutte le ispezioni, i cambi di fluido, le calibrazioni e gli eventi di guasto, fornisce i dati storici necessari per identificare i problemi emergenti prima che causino tempi di inattività non pianificati.
Massimizzare la qualità dell’output e l’efficienza della produzione
Oltre alla selezione e alla manutenzione della macchina, il raggiungimento di una qualità di output costantemente elevata da a macchina per vulcanizzare la gomma sotto vuoto dipende dalla disciplina del processo. La standardizzazione della preparazione del composto, compresi peso, forma e posizionamento costanti della preforma all'interno dello stampo, elimina una delle fonti più comuni di variazione da parte a parte. L'uso corretto e coerente degli agenti distaccanti previene l'adesione senza contaminare la superficie in gomma o compromettere l'adesione nelle parti composite. Stabilire ricette di cura documentate per ciascun prodotto e bloccarle nel sistema di controllo della macchina impedisce modifiche accidentali dei parametri che portano a una produzione non conforme.
I metodi di controllo statistico del processo (SPC) applicati alle principali misurazioni di output (peso della parte, dimensioni critiche e durezza) forniscono un allarme tempestivo quando si verifica una deriva del processo, consentendo un'azione correttiva prima che vengano prodotte grandi quantità di scarti. Per le operazioni ad alto volume, l'integrazione dell'output dei dati della macchina con un sistema di esecuzione della produzione (MES) consente il monitoraggio e la tracciabilità della produzione in tempo reale, che sono sempre più richiesti dai clienti del settore automobilistico e medico come parte dei requisiti di qualità dei loro fornitori. Trattare la macchina vulcanizzatrice come uno strumento di precisione piuttosto che come una pressa per materie prime è la mentalità che separa le operazioni di gomma costantemente ad alte prestazioni da quelle che lottano con problemi cronici di qualità e resa.