Che cos'è una macchina di serraggio per stampi in silicone liquido e perché è importante?
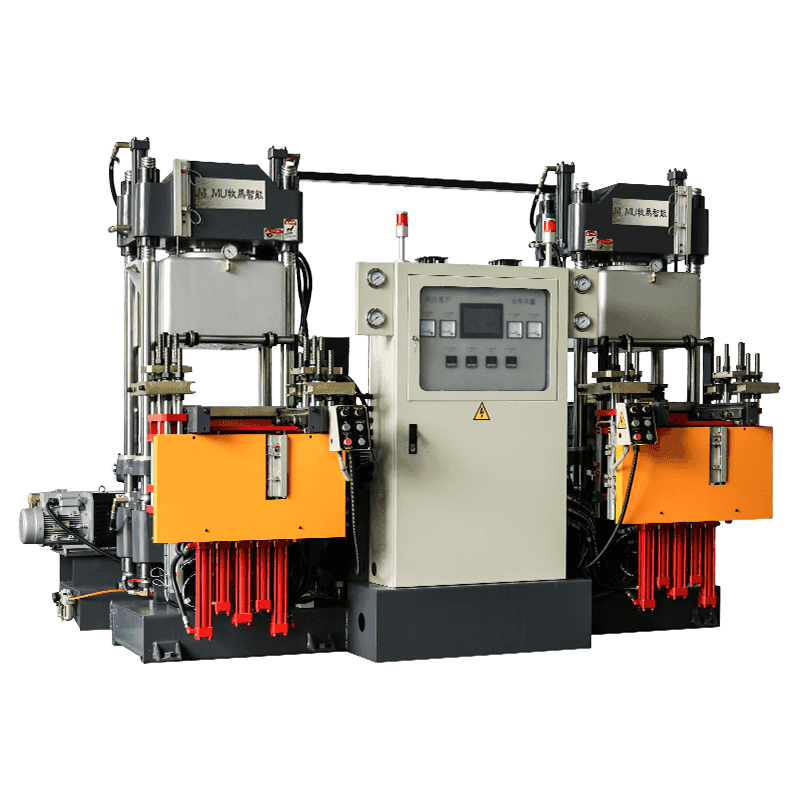
A macchina per il serraggio di stampi in silicone liquido - comunemente denominata macchina per lo stampaggio a iniezione LSR (gomma siliconica liquida) con sistema di bloccaggio integrato - è un'apparecchiatura di produzione specializzata progettata per trasformare la gomma siliconica liquida bicomponente in parti stampate di precisione. A differenza delle tradizionali macchine per lo stampaggio a iniezione di materiali termoplastici, le macchine per LSR devono gestire un materiale che viene alimentato a freddo in una cavità dello stampo riscaldata, dove subisce una reazione di vulcanizzazione (indurimento) anziché una solidificazione basata sul raffreddamento. L'unità di chiusura svolge un ruolo fondamentale in questo processo mantenendo una forza di chiusura dello stampo precisa e costante durante i cicli di iniezione, riempimento e polimerizzazione, prevenendo la formazione di bave, garantendo l'accuratezza dimensionale e proteggendo lo stampo dai danni causati dalla pressione di iniezione interna.
L'importanza del sistema di bloccaggio è amplificata nella lavorazione del silicone liquido perché l'LSR ha una viscosità estremamente bassa rispetto ai materiali termoplastici, spesso compresa tra 100.000 e 300.000 mPa·s prima della polimerizzazione. Questa bassa viscosità fa sì che il materiale scorra facilmente negli spazi più piccoli tra le superfici di divisione dello stampo, rendendo anche le più piccole carenze della forza di bloccaggio immediatamente visibili come difetti di bava sulla superficie della parte. Una macchina di bloccaggio adeguatamente specificata e calibrata elimina questo rischio consentendo al tempo stesso configurazioni di utensili ad alta cavità che massimizzano l'efficienza produttiva.
Componenti principali e funzionamento del sistema di bloccaggio
Comprendere l'architettura di una macchina di bloccaggio per stampi in silicone liquido aiuta i produttori a prendere decisioni operative e di acquisto informate. La macchina è composta da due sottosistemi integrati: l'unità di iniezione, che dosa, miscela e inietta l'LSR bicomponente, e l'unità di chiusura, che apre, chiude e blocca lo stampo con forza controllata. Per le applicazioni con silicone liquido, entrambi i sottosistemi devono soddisfare standard molto più severi rispetto a quelli delle macchine termoplastiche standard.
L'unità di bloccaggio
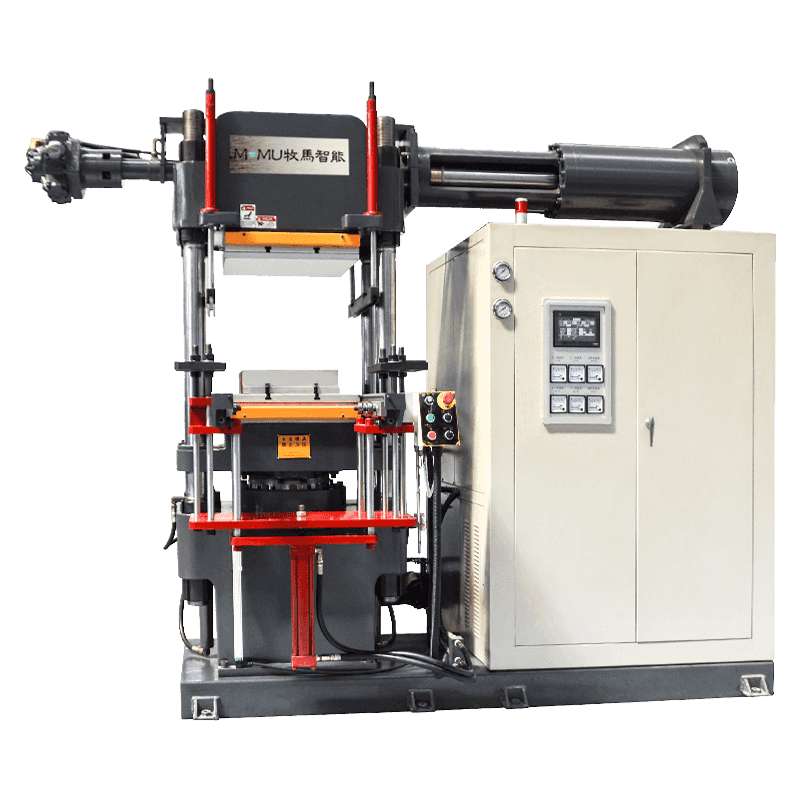
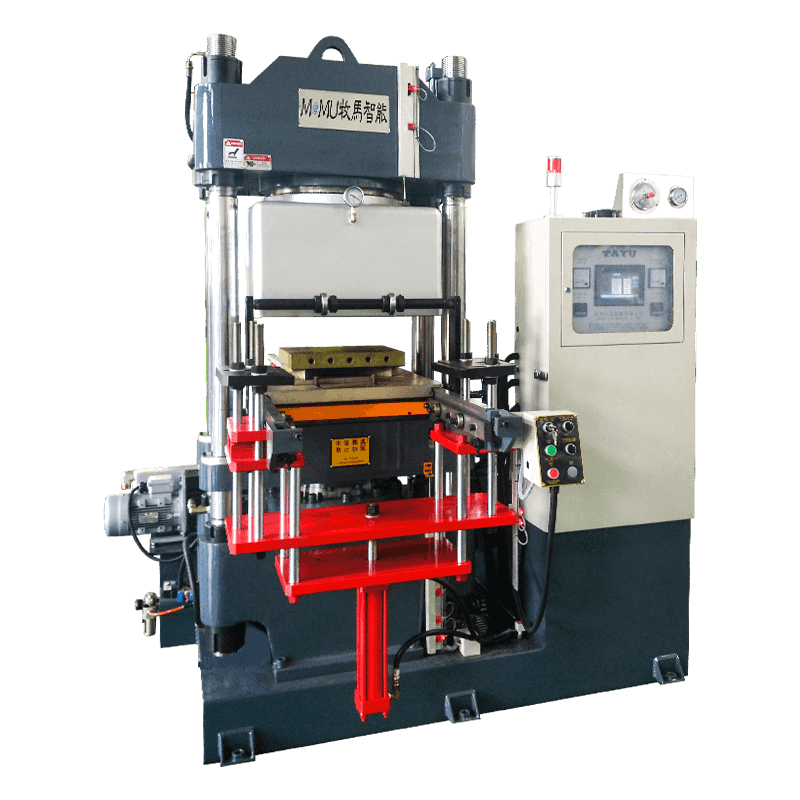
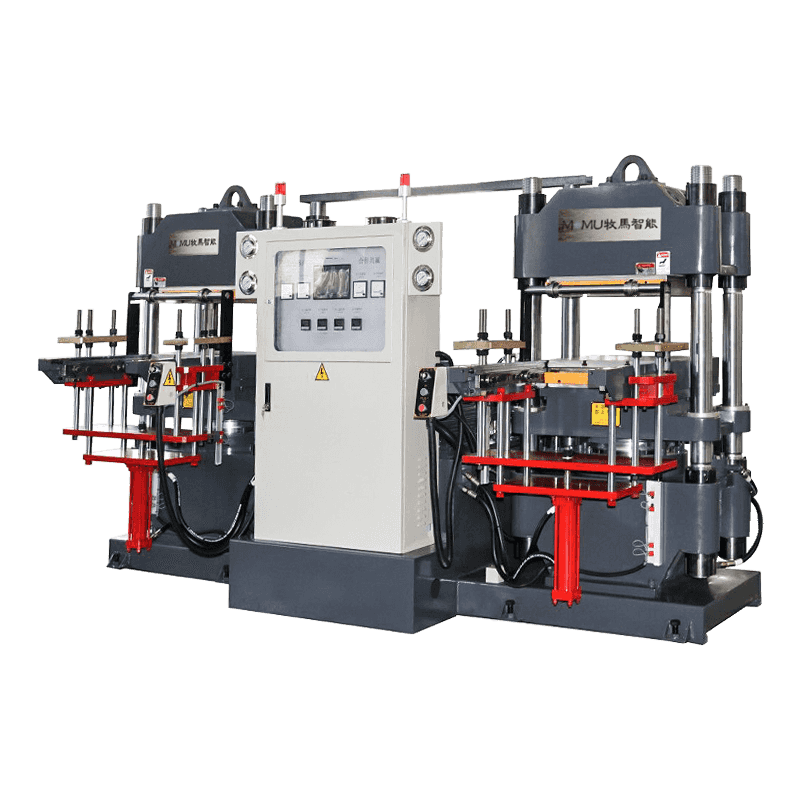
L'unità di bloccaggio è costituita da una piastra fissa, una piastra mobile, colonne (o un telaio senza colonne in alcuni modelli) e l'attuatore di bloccaggio, che può essere idraulico, meccanico a ginocchiera o servoelettrico a seconda del design della macchina. Il piano mobile si sposta lungo le colonne o le guide del telaio per aprire e chiudere lo stampo. Una volta che lo stampo è completamente chiuso, l'attuatore di bloccaggio applica la forza di bloccaggio nominale, misurata in kilonewton (kN) o tonnellate, per bloccare insieme le metà dello stampo contro la pressione di iniezione che agisce per separarle durante il riempimento del materiale.
Per la lavorazione dell'LSR, l'unità di chiusura deve ospitare anche uno stampo riscaldato (tipicamente mantenuto a 170–220°C) mentre il sistema di iniezione rimane freddo (5–15°C). Questo contrasto termico significa che il design del telaio della macchina e della piastra deve tenere conto della dilatazione termica differenziale per mantenere il parallelismo e una distribuzione coerente della forza di bloccaggio sulla faccia dello stampo, aspetto fondamentale per ottenere parti uniformi e prive di bave negli utensili multi-cavità.
L'unità di iniezione e dosaggio
L'unità di iniezione per le macchine LSR è fondamentalmente diversa dalle unità termoplastiche. È costituito da un sistema di pompaggio e dosaggio a due componenti – tipicamente un rapporto volumetrico 1:1 tra il componente A (il polimero di base) e il componente B (il reticolante/catalizzatore) – combinati in un miscelatore statico o dinamico prima di entrare nel cilindro freddo e nella vite di iniezione. I sistemi di dosaggio dei pigmenti possono essere integrati in linea per le parti in LSR colorate. La vite di iniezione è raffreddata per prevenire la vulcanizzazione prematura nella canna e l'ugello incorpora una valvola di intercettazione dell'ago per evitare sbavature tra i colpi.
Principali specifiche tecniche da valutare nella scelta di una macchina
La scelta di una macchina per il bloccaggio di stampi in silicone liquido richiede un'attenta valutazione di diversi parametri tecnici interdipendenti. Sottodimensionare ogni singola specifica relativa ai requisiti di produzione e attrezzatura può causare problemi persistenti di qualità o danni alla macchina. La tabella seguente riassume le specifiche più critiche e il loro significato pratico:
| Specifica | Gamma tipica | Perché è importante |
| Forza di serraggio | 50 – 4.000 kN | Deve superare la pressione prevista nella cavità per evitare bave |
| Dimensioni della piastra | 200×200 mm – 1000×1000 mm | Determina le dimensioni massime della base dello stampo |
| Apertura Diurna | 200 – 800 mm | Deve contenere l'altezza dello stampo più la corsa di sformatura |
| Volume di iniezione | 2 – 3.000 cm³ | Deve corrispondere al peso totale dei colpi compresi i corridori |
| Precisione di misurazione | ±0,5% o migliore | Garantisce un rapporto A:B costante e uniformità di polimerizzazione |
| Controllo della temperatura dello stampo | Fino a 250°C | Controlla la velocità di polimerizzazione e la qualità della parte |
| Temperatura del cilindro/ugello | 5 – 20°C (raffreddato) | Previene la vulcanizzazione prematura nel sistema di alimentazione |
| Tipo di azionamento a serraggio | Idraulico/a ginocchiera/servoelettrico | Influisce sulla precisione, sul consumo energetico e sulle esigenze di manutenzione |
Bloccaggio idraulico, a ginocchiera e completamente elettrico: scegliere la trasmissione giusta
La scelta del tipo di azionamento di bloccaggio è una delle decisioni più importanti quando si specifica una macchina di bloccaggio per stampi in silicone liquido. Ciascuna tecnologia di azionamento offre una serie distinta di compromessi in termini di coerenza della forza, efficienza energetica, precisione e requisiti di manutenzione, tutti aspetti che comportano implicazioni significative per la lavorazione LSR specifica.
Bloccaggio idraulico
I sistemi di bloccaggio idraulici utilizzano olio pressurizzato per azionare direttamente il cilindro di bloccaggio. Offrono forze di bloccaggio elevate in telai di macchine compatte, rendendoli particolarmente adatti per macchine LSR di grande tonnellaggio che producono parti di grande ingombro come guarnizioni per automobili, guarnizioni o alloggiamenti di dispositivi medici di grandi dimensioni. I sistemi idraulici forniscono un'applicazione della forza regolare e continua e sono relativamente tolleranti al disallineamento dello stampo. Tuttavia, consumano energia continuamente per mantenere la pressione idraulica, generano calore che deve essere gestito e richiedono una regolare manutenzione del fluido idraulico e ispezioni delle guarnizioni per prevenire la contaminazione: un problema nella produzione di LSR in camera bianca per applicazioni mediche o a contatto con alimenti.
Attiva/disattiva il bloccaggio
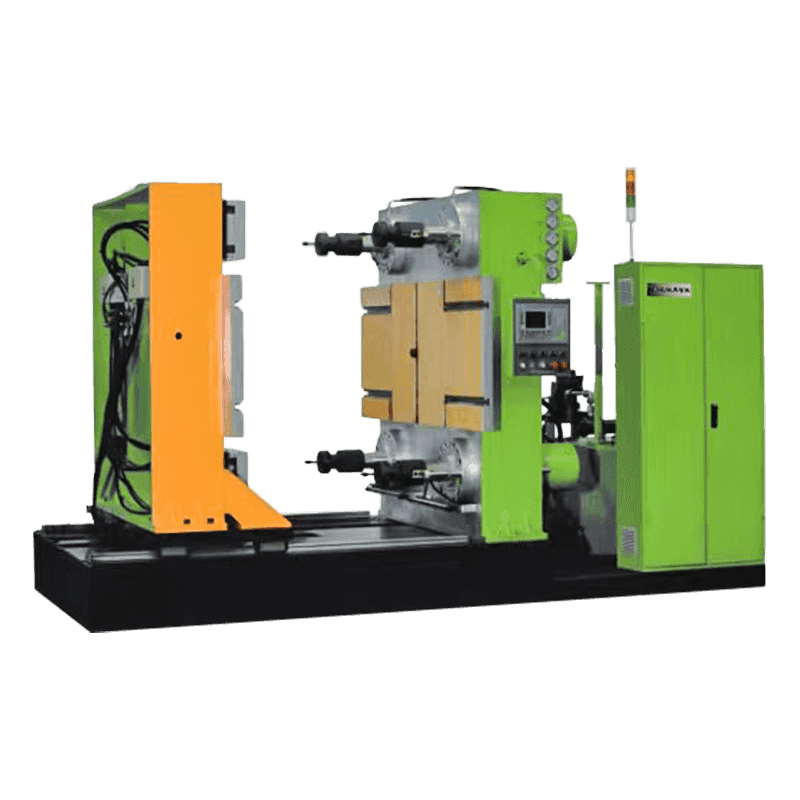
I meccanismi a ginocchiera utilizzano un sistema di collegamento meccanico azionato da un servo attuatore o idraulico per moltiplicare geometricamente la forza mentre le levette si avvicinano alla posizione completamente estesa (bloccata). Questo design fornisce una forza di bloccaggio molto elevata a fine corsa con uno sforzo dell'attuatore relativamente basso, rendendolo efficiente dal punto di vista energetico per le applicazioni a ciclo elevato. Le macchine a ginocchiera sono ampiamente utilizzate nella produzione di LSR di medie e grandi dimensioni e offrono tempi di ciclo di asciugatura rapidi. La limitazione principale è che la forza di bloccaggio è sensibile all'altezza dello stampo: le regolazioni devono essere apportate con precisione quando gli stampi vengono cambiati per garantire che la ginocchiera raggiunga la completa estensione nel punto corretto di chiusura dello stampo, richiedendo attente procedure di configurazione.
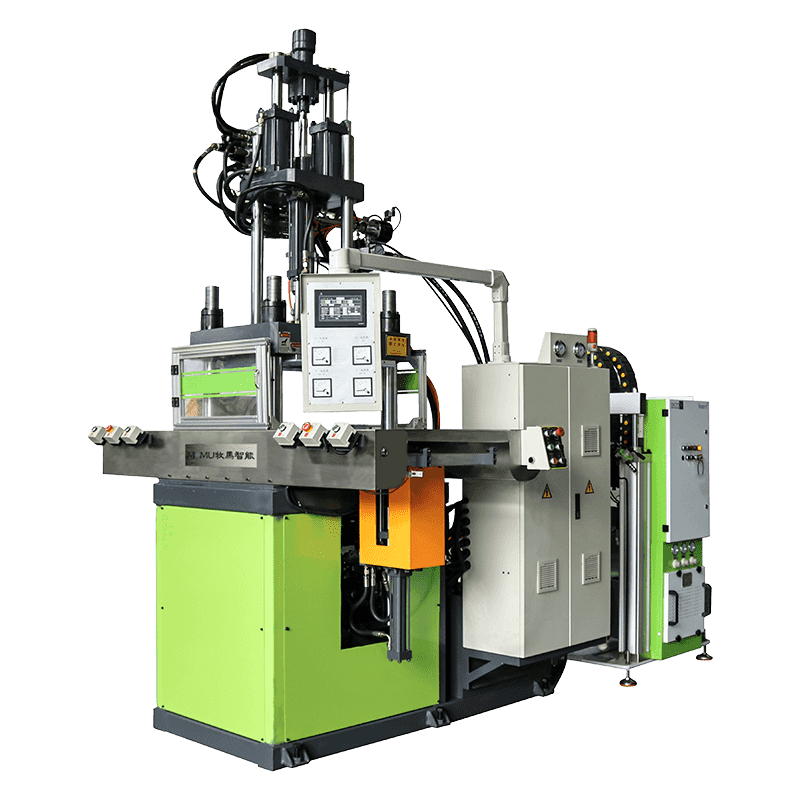
Bloccaggio completamente elettrico (servoelettrico).
Le macchine di bloccaggio completamente elettriche utilizzano servomotori che azionano meccanismi con viti a ricircolo di sfere per aprire, chiudere e applicare la forza di bloccaggio. Questa tecnologia offre i massimi livelli di ripetibilità e precisione di posizionamento, fondamentali per le parti in LSR con tolleranze strette utilizzate in dispositivi medici, componenti ottici e applicazioni di microstampaggio. Le macchine completamente elettriche consumano energia solo quando sono in movimento, non generano calore idraulico e non presentano rischi di contaminazione dell'olio, rendendole la scelta preferita per gli ambienti cleanroom di classe ISO. Il loro prezzo di acquisto iniziale più elevato viene generalmente compensato nel tempo attraverso costi operativi inferiori, manutenzione ridotta e coerenza dei processi superiore.

Industrie e applicazioni che si affidano alle macchine di bloccaggio per LSR
Le macchine di bloccaggio per stampi in silicone liquido servono una gamma notevolmente diversificata di settori, guidati dalla combinazione unica di biocompatibilità, stabilità termica, isolamento elettrico e durata della LSR. Comprendere quali settori fanno maggiore affidamento su questa tecnologia aiuta a contestualizzare i requisiti prestazionali delle macchine che contano di più in ciascun settore.
- Dispositivi Medici e Sanità: L'LSR è conforme alla FDA, autoclavabile e biocompatibile, il che lo rende indispensabile per la produzione di maschere respiratorie, componenti di cateteri, membrane di valvole, guarnizioni di siringhe, inserti auricolari per apparecchi acustici e impugnature di strumenti chirurgici. Le macchine utilizzate in questo settore devono soddisfare gli standard di compatibilità con le camere bianche e fornire la completa tracciabilità dei parametri di processo.
- Automotive: I sistemi di tenuta, le cuffie delle candele, le guarnizioni dei connettori e gli alloggiamenti dei sensori realizzati in LSR richiedono una produzione in grandi volumi con tolleranze dimensionali ristrette. Gli utensili a canale caldo multicavità che funzionano su macchine di serraggio di grande tonnellaggio sono standard nelle strutture dei fornitori automobilistici di primo livello.
- Prodotti per neonati e neonati: Tettarelle, ciucci, anelli per la dentizione e accessori per l'alimentazione sono prodotti da LSR per uso alimentare su macchine convalidate per soddisfare gli standard di sicurezza come FDA 21 CFR e EU 10/2011 per i materiali a contatto con gli alimenti.
- Elettronica di consumo: Guarnizioni impermeabili per smartphone, smartwatch e auricolari; Membrane per interruttori di tastiere; e i componenti a contatto con la pelle dei dispositivi indossabili sono sempre più realizzati in LSR per la sua durabilità e le sue proprietà tattili.
- Sigillatura industriale e controllo dei fluidi: O-ring, diaframmi e guarnizioni personalizzate per pompe, valvole e apparecchiature per il trattamento chimico traggono vantaggio dalla resistenza dell'LSR alle temperature estreme (da -60°C a 230°C), ai raggi UV e agli agenti chimici aggressivi.
Parametri di processo che influiscono direttamente sulle prestazioni di bloccaggio e sulla qualità delle parti
Anche la macchina di bloccaggio per stampi in silicone liquido specificata con la massima precisione produrrà parti difettose se i parametri di processo non vengono stabiliti e mantenuti correttamente. Lo stampaggio di LSR è sensibile a una serie di variabili correlate che gli operatori e gli ingegneri di processo devono monitorare e ottimizzare continuamente.
- Forza di serraggio rispetto all'area della cavità proiettata: Calcolare la forza di serraggio richiesta moltiplicando l'area totale proiettata di tutte le cavità e le guide (in cm²) per la pressione di iniezione media (in kN/cm²). Applicare un fattore di sicurezza compreso tra 1,2 e 1,5 per tenere conto dei picchi di pressione durante il riempimento. Una forza di bloccaggio insufficiente provoca bave; una forza eccessiva può danneggiare nel tempo le superfici di separazione dello stampo.
- Uniformità della temperatura dello stampo: Il riscaldamento irregolare dello stampo porta a velocità di polimerizzazione variabili nella cavità, producendo parti con durezza, finitura superficiale o precisione dimensionale incoerenti. Convalida l'uniformità della temperatura sulla superficie dello stampo utilizzando la termografia prima di avviare la produzione.
- Velocità e pressione di iniezione: La bassa viscosità dell'LSR fa sì che riempia rapidamente le cavità. La velocità di iniezione deve essere controllata per evitare intrappolamenti d'aria e difetti di getto, in particolare nelle parti a parete sottile o con geometria complessa. I profili di iniezione multistadio programmabili consentono di ridurre la velocità nelle transizioni critiche di riempimento.
- Ottimizzazione del tempo di polimerizzazione: Il tempo di polimerizzazione dipende dalla temperatura dello stampo, dallo spessore delle pareti del pezzo e dall'energia di attivazione del tipo specifico di LSR. La polimerizzazione insufficiente lascia le parti appiccicose e meccanicamente deboli; una polimerizzazione eccessiva spreca tempo di ciclo e può causare degrado termico nelle sezioni sottili. Utilizzare studi sul tempo di polimerizzazione con misurazioni del durometro per stabilire il tempo di polimerizzazione minimo effettivo per ciascuna combinazione di strumento e materiale.
- Sfiato del vuoto: Molti stampi per LSR sono dotati di sistemi di vuoto che espellono l'aria dalla cavità immediatamente prima dell'iniezione. Ciò è particolarmente importante per piccole cavità, tasche cieche o parti con severi requisiti estetici, poiché l'aria intrappolata provoca vuoti, scatti brevi e porosità superficiale che la sola forza di serraggio non può prevenire.
Manutenzione e longevità: proteggere l'investimento nella vostra macchina
Una macchina di bloccaggio per stampi in silicone liquido rappresenta un notevole investimento di capitale: le macchine entry-level partono da circa 80.000 dollari, mentre i sistemi completamente elettrici completamente attrezzati con misurazione multicomponente e integrazione in camera bianca possono superare i 500.000 dollari. L'implementazione di un programma disciplinato di manutenzione preventiva è essenziale per proteggere questo investimento, ridurre al minimo i tempi di fermo macchina non pianificati e sostenere la qualità della produzione per tutta la vita operativa della macchina.
- Spurgo giornaliero del sistema di dosaggio e miscelazione: Alla fine di ogni turno di produzione, spurgare il miscelatore, l'elemento di miscelazione statico e l'ugello per evitare che l'LSR si indurisca all'interno del sistema di alimentazione. I blocchi di silicone indurito nei miscelatori statici sono una delle principali cause di tempi di inattività non pianificati e possono richiedere costosi smontaggio e pulizia.
- Verifiche del parallelismo delle colonne e del piano: Misurare il parallelismo delle piastre a intervalli regolari utilizzando i comparatori. La perdita di parallelismo, causata dall'usura delle colonne, da carichi di bloccaggio irregolari o da effetti termici, porta a modelli di bave non uniformi negli utensili multi-cavità e può essere erroneamente diagnosticato come un problema di utensileria se la geometria della macchina non viene prima verificata.
- Ispezione del sistema di raffreddamento del cilindro e dell'ugello: Verificare che il flusso di acqua refrigerata attraverso la camicia di raffreddamento del barile rimanga entro i parametri specificati. La perdita di capacità di raffreddamento consente all'LSR di iniziare la vulcanizzazione nella zona di alimentazione, causando pesi di iniezione irregolari e picchi di coppia delle viti che possono danneggiare i componenti della trasmissione.
- Calibrazione servoazionamento ed encoder: Per le macchine completamente elettriche, verificare la precisione del feedback dell'encoder del servomotore e il precarico della vite a ricircolo di sfere a intervalli programmati. La deriva dell'encoder o l'usura della vite a ricircolo di sfere introducono errori di posizione nell'applicazione della forza di bloccaggio che potrebbero non essere immediatamente visibili nella qualità della parte ma che si accumuleranno in difetti significativi nel tempo.
Per i produttori impegnati a garantire precisione, coerenza e scalabilità nella produzione di gomma siliconica liquida, investire nella giusta macchina di bloccaggio per stampi in silicone liquido – specificatamente specificata, installata correttamente e mantenuta rigorosamente – è la decisione di maggior impatto per stabilire un'operazione di stampaggio LSR competitiva in grado di soddisfare gli standard rigorosi dei mercati odierni medicali, automobilistici e dei prodotti di consumo.