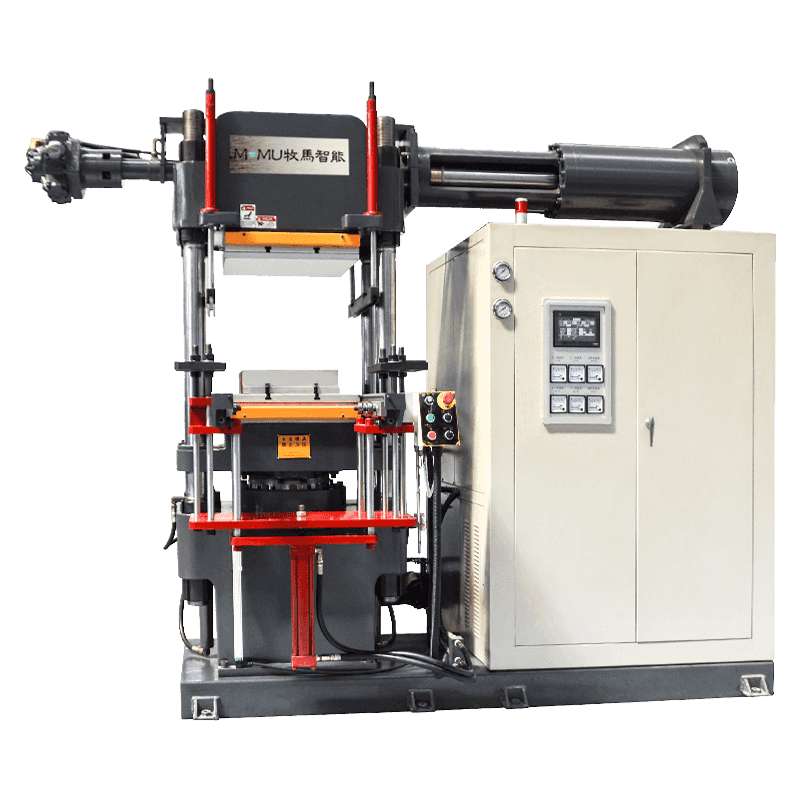
Che cos'è una macchina per vulcanizzare la gomma sottovuoto
A macchina per vulcanizzare la gomma sotto vuoto è un sistema di pressa industriale che combina calore, pressione e un ambiente di vuoto controllato per polimerizzare i composti di gomma nella loro forma finale e durevole. La vulcanizzazione è il processo chimico mediante il quale la gomma grezza o mescolata viene reticolata attraverso il calore e un agente indurente, in genere zolfo o perossido, trasformando un materiale morbido e flessibile in un prodotto resistente, elastico e termicamente stabile. L'aggiunta del vuoto a questo processo è ciò che distingue questa macchina dalle presse per gomma standard: evacuando l'aria e i gas volatili dalla cavità dello stampo prima e durante la polimerizzazione, la macchina elimina porosità, intrappolamenti d'aria e difetti di vuoto che altrimenti comprometterebbero l'integrità strutturale e la qualità della superficie della parte in gomma finita.
Questa tecnologia è ampiamente adottata in tutti i settori in cui i componenti in gomma devono soddisfare standard rigorosi in termini di uniformità di densità, finitura superficiale, precisione dimensionale e prestazioni meccaniche. Dalle guarnizioni automobilistiche e aerospaziali alle parti in silicone per uso medico e ai diaframmi industriali di precisione, le macchine per vulcanizzazione sotto vuoto producono articoli in gomma che i metodi standard di pressatura a caldo semplicemente non possono eguagliare in termini di consistenza o qualità priva di difetti.
Come funziona il processo di vulcanizzazione sotto vuoto
Il ciclo operativo di una macchina per vulcanizzazione della gomma sotto vuoto segue una serie di fasi attentamente sequenziate, ognuna delle quali svolge un ruolo fondamentale nel raggiungimento di una polimerizzazione priva di difetti. Comprendere questa sequenza aiuta gli operatori e gli ingegneri a ottimizzare i parametri di processo per mescole di gomma e geometrie di stampi specifiche.
Caricamento dello stampo e chiusura iniziale
Il processo inizia con il posizionamento del composto di gomma non polimerizzato, sotto forma di preforma, foglio o iniezione erogata, nella cavità dello stampo. Lo stampo viene quindi chiuso con una pressione preliminare che mantiene la gomma in posizione senza ancora applicare la piena forza di indurimento. In questa fase lo stampo non è completamente sigillato e il sistema del vuoto non è ancora stato attivato.
Evacuazione sotto vuoto
Una volta che lo stampo raggiunge la posizione preliminare di chiusura, la pompa del vuoto si attiva ed aspira l'aria fuori dalla cavità dello stampo attraverso canali di evacuazione dedicati ricavati nello stampo o nella piastra. Il livello di vuoto target varia generalmente da -0,08 MPa a -0,098 MPa (circa 95–99% di vuoto) e la fase di evacuazione dura tra 15 e 90 secondi a seconda del volume dello stampo e del tipo di composto. Questo passaggio rimuove l'aria disciolta all'interno del composto di gomma, elimina l'umidità ed elimina i sottoprodotti volatili che altrimenti formerebbero bolle o vuoti durante la polimerizzazione.
Applicazione e polimerizzazione a piena pressione
Mantenendo il vuoto, la pressa applica la pressione di chiusura completa, in genere compresa tra 10 e 25 MPa a seconda delle specifiche del prodotto, mentre le piastre riscaldate portano lo stampo alla temperatura di polimerizzazione target, in genere tra 150°C e 200°C per la maggior parte dei composti trattati con zolfo. La combinazione di calore e pressione avvia e guida le reazioni di reticolazione all'interno della matrice di gomma. Il tempo di polimerizzazione varia da pochi minuti per le sezioni sottili a oltre un'ora per le parti spesse o complesse. Durante tutta questa fase, il vuoto continua a sopprimere qualsiasi migrazione di gas residuo.

Rilascio della pressione e sformatura
Una volta completato il ciclo di polimerizzazione, la pressa rilascia la pressione di chiusura, il vuoto viene scaricato e lo stampo viene aperto. La parte in gomma polimerizzata viene rimossa, in genere assistita da perni di espulsione o aria compressa, e sottoposta a ispezione post-polimerizzazione. Il taglio superficiale, se richiesto, viene eseguito prima che la parte proceda al controllo qualità e all'imballaggio.
Vantaggi principali della vulcanizzazione sotto vuoto rispetto ai metodi standard di pressatura a caldo
L'ambiente sotto vuoto cambia radicalmente il risultato qualitativo della polimerizzazione della gomma. I produttori che passano dalla vulcanizzazione convenzionale con pressa a caldo ai sistemi assistiti dal vuoto segnalano costantemente miglioramenti misurabili in molteplici parametri di qualità e produttività:
- Eliminazione di porosità e inclusioni d'aria: L'aria intrappolata all'interno delle mescole di gomma durante la miscelazione e la formatura crea vuoti che riducono la resistenza alla trazione, la resistenza allo strappo e la capacità di mantenimento della pressione. L'evacuazione del vuoto rimuove queste sacche d'aria prima che si blocchino nella struttura polimerizzata, producendo parti con densità e uniformità meccanica misurabilmente più elevate.
- Finitura superficiale superiore: Senza aria intrappolata nell'interfaccia della superficie dello stampo, la gomma scorre in modo pulito in ogni dettaglio della cavità, producendo bordi più nitidi, scritte o riproduzioni di texture più pulite e una finitura della pelle liscia e priva di difetti che riduce i requisiti di finitura secondaria.
- Consistenza dimensionale migliorata: La polimerizzazione assistita dal vuoto garantisce che la gomma riempia la cavità dello stampo in modo uniforme in condizioni controllate, riducendo la variazione di spessore e la dispersione dimensionale da parte a parte, un requisito fondamentale per le applicazioni di sigillatura in cui le tolleranze sono strette.
- Migliori prestazioni con mescole sensibili all'umidità: La gomma siliconica, l'EPDM e alcuni composti speciali sono sensibili alla contaminazione dell'umidità durante la polimerizzazione. L'ambiente sottovuoto rimuove l'umidità prima che possa causare vesciche superficiali, scolorimento o polimerizzazione incompleta nelle zone interessate.
- Riduzione del tasso di scarti e rilavorazioni: Eliminando le cause principali dei difetti interni e superficiali, la vulcanizzazione sotto vuoto riduce significativamente la percentuale di parti che non superano l'ispezione, riducendo gli sprechi di materiale e i costi di manodopera di rilavorazione.
- Compatibilità con geometrie complesse: Cavità profonde, pareti sottili, sottosquadri e canali interni intricati vengono riempiti in modo più affidabile quando lo stampo è sotto vuoto, poiché non esiste pressione dell'aria concorrente che resista al flusso di gomma in aree ristrette.
Industrie e applicazioni che si affidano alle macchine per vulcanizzazione della gomma sotto vuoto
La domanda di macchine per vulcanizzazione sotto vuoto abbraccia un'ampia gamma di settori, ciascuno con requisiti prestazionali specifici che rendono il processo sotto vuoto fortemente preferito o tecnicamente obbligatorio:
| Industria | Prodotti Tipici | Requisito chiave |
| Automobilistico | Guarnizioni porte, guarnizioni, O-ring, boccole | Precisione dimensionale, porosità zero |
| Aerospaziale | Guarnizioni del sistema di alimentazione, smorzatori di vibrazioni | Struttura priva di difetti, alta affidabilità |
| Dispositivi medici | Protesi in silicone, diaframmi, tubi | Purezza, qualità della superficie, biocompatibilità |
| Elettronica | Tastiere, connettori, incapsulamento | Riproduzione fine dei dettagli, coerenza |
| Attrezzature industriali | Membrane di pompe, rulli, parti di trasportatori | Durabilità meccanica, densità uniforme |
| Calzature | Suole in gomma, componenti del tallone | Finitura superficiale, resistenza all'abrasione |
| Energia/Petrolio e gas | Guarnizioni ad alta pressione, packer, maniche | Integrità alla pressione, resistenza chimica |
In settori come quello aerospaziale e dei dispositivi medici, la vulcanizzazione sotto vuoto non è semplicemente una preferenza di qualità, ma è un requisito di certificazione. Gli standard normativi che regolano i componenti in gomma in questi campi impongono strutture interne prive di difetti che possono essere ottenute in modo affidabile solo attraverso la polimerizzazione assistita dal vuoto.
Principali specifiche tecniche da valutare nella scelta di una macchina
La scelta della giusta macchina per vulcanizzare la gomma sotto vuoto richiede un'attenta valutazione delle specifiche meccaniche e di controllo del processo. I seguenti parametri hanno l’impatto più diretto sulla capacità produttiva e sulla qualità del prodotto:
Dimensioni e configurazione della piastra
Le dimensioni della piastra determinano l'ingombro massimo dello stampo che la macchina può ospitare. Le dimensioni comuni delle piastre vanno da 300 × 300 mm per la produzione in laboratorio o di piccole parti fino a 1.200 × 1.200 mm per componenti industriali di grandi dimensioni. Le configurazioni a più luci (macchine con tre o più livelli di piastre) consentono la polimerizzazione simultanea di più stampi, aumentando significativamente la produzione per ciclo macchina senza richiedere spazio aggiuntivo.
Forza di serraggio
La forza di bloccaggio, espressa in kilonewton (kN) o tonnellate, deve essere sufficiente a mantenere la chiusura completa dello stampo contro la pressione interna generata dalla gomma in espansione durante la polimerizzazione. Una forza di bloccaggio inadeguata provoca bave, crescita dimensionale eccessiva e difetti di separazione dello stampo. Le forze di chiusura tipiche vanno da 100 kN per piccole presse a oltre 10.000 kN per sistemi industriali di grande formato.
Prestazioni del sistema di vuoto
La capacità della pompa per vuoto e il livello di vuoto raggiungibile sono parametri critici. Una pompa ad alta capacità raggiunge il livello di vuoto desiderato più velocemente, riducendo il tempo di ciclo. Il livello di vuoto dovrebbe essere verificabile tramite manometri calibrati con capacità di registrazione dei dati, in particolare per i produttori che producono secondo standard di qualità aerospaziali o medici che richiedono registrazioni di processo documentate per ogni lotto di produzione.
Uniformità della temperatura sulla piastra
La variazione di temperatura sulla superficie della piastra provoca direttamente velocità di polimerizzazione irregolari all'interno dello stampo. Le migliori pratiche del settore richiedono un'uniformità della temperatura entro ±2°C su tutta l'area della piastra. Le macchine dotate di elementi riscaldanti a zone indipendenti e termoregolatori PID a circuito chiuso mantengono un'uniformità più rigorosa rispetto ai sistemi a zona singola e questa specifica deve essere verificata con i dati di misurazione effettivi forniti dal produttore.
Sistema di controllo e registrazione dati
Le moderne macchine per vulcanizzazione sotto vuoto sono dotate di controllori logici programmabili (PLC) e interfacce uomo-macchina (HMI) touchscreen che consentono agli operatori di memorizzare più ricette di polimerizzazione, impostare profili di pressione e temperatura multistadio e monitorare i parametri di processo in tempo reale. La capacità di registrazione dei dati (registrazione di temperatura, pressione, livello di vuoto e tempo di ciclo per ogni ciclo di produzione) è sempre più richiesta dai sistemi di gestione della qualità che operano secondo gli standard ISO o IATF.
Mescole di gomma comuni lavorate e loro requisiti specifici
Diverse mescole di gomma si comportano diversamente in condizioni di vulcanizzazione sotto vuoto e i parametri di processo della macchina devono essere regolati di conseguenza. I materiali lavorati più frequentemente includono:
- Gomma Naturale (NR): Richiede temperature di polimerizzazione moderate (150–160°C) e trae notevoli benefici dal vuoto grazie alla sua tendenza ad assorbire l'umidità atmosferica durante lo stoccaggio del composto. L'evacuazione del vuoto previene la formazione di bolle sulla superficie causata dal rilascio di vapore durante la polimerizzazione.
- Gomma siliconica (VMQ/LSR): Il silicone è altamente sensibile alla contaminazione e all'umidità. La polimerizzazione sotto vuoto è essenzialmente una pratica standard per le parti in silicone medicale e alimentare, dove qualsiasi porosità o difetto superficiale è inaccettabile. Le temperature di polimerizzazione variano tipicamente da 160°C a 200°C.
- EPDM: Ampiamente utilizzati nelle guarnizioni di tenuta e nelle membrane per coperture automobilistiche, i composti EPDM rilasciano sottoprodotti volatili durante la polimerizzazione che creano vuoti interni senza l'assistenza del vuoto. L'evacuazione del vuoto è standard per i componenti di tenuta in EPDM ad alte prestazioni.
- Gomma nitrilica (NBR): Ampiamente utilizzato nelle guarnizioni e negli O-ring resistenti all'olio, l'NBR trae vantaggio dalla lavorazione sotto vuoto nella produzione di parti per sistemi idraulici e pneumatici in cui la struttura interna priva di vuoti è fondamentale per l'integrità della pressione.
- Gomma fluorurata (FKM/Viton): Composto sigillante ad alte prestazioni per ambienti chimici e termici estremi. L'FKM è costoso, il che rende il tasso di difetti nella lavorazione senza vuoto un problema significativo in termini di costi. La vulcanizzazione sotto vuoto riduce sostanzialmente il tasso di scarto per questo materiale.
Pratiche di manutenzione che proteggono le prestazioni e la longevità della macchina
Una macchina per la vulcanizzazione della gomma sottovuoto rappresenta un notevole investimento di capitale e una manutenzione preventiva coerente è essenziale per proteggere tale investimento e mantenere la qualità della produzione per tutta la vita operativa della macchina. Le seguenti pratiche di manutenzione sono considerate standard del settore:
- Manutenzione della pompa per vuoto: La pompa per vuoto è il componente che richiede più manutenzione. Le pompe rotative a palette con tenuta a olio richiedono il cambio dell'olio agli intervalli specificati dal produttore, in genere ogni 500-1.000 ore di funzionamento, e le condizioni dell'olio devono essere ispezionate visivamente quotidianamente. L'olio della pompa contaminato riduce il livello di vuoto raggiungibile e aumenta l'usura della pompa.
- Calibrazione della temperatura della piastra: La temperatura della superficie della piastra deve essere verificata rispetto alle termocoppie di riferimento calibrate almeno ogni trimestre. La deriva della temperatura causata dall'invecchiamento degli elementi riscaldanti o dal degrado della termocoppia influisce direttamente sulla qualità della polimerizzazione e può passare inosservata senza controlli sistematici della calibrazione.
- Ispezione del sistema idraulico: Controllare mensilmente il livello e le condizioni del fluido idraulico. Ispezionare tubi flessibili, raccordi e guarnizioni dei cilindri per individuare eventuali perdite ad ogni inizio turno. La pressione idraulica deve essere verificata trimestralmente rispetto alle specifiche nominali della macchina utilizzando un manometro indipendente.
- Integrità della linea del vuoto e della tenuta: Ispezionare tutte le linee del vuoto, i raccordi e le scanalature delle guarnizioni dello stampo per individuare eventuali crepe, accumuli di detriti di gomma o deterioramento delle guarnizioni. Anche piccole perdite di vuoto riducono significativamente i livelli di vuoto ottenibili e compromettono la coerenza del processo.
- Lubrificazione del piano e della colonna guida: Applicare i lubrificanti specificati dal produttore alle colonne guida, alle barre di collegamento e alle superfici di scorrimento della piastra agli intervalli consigliati per prevenire grippaggi, movimenti irregolari della piastra e usura prematura sui componenti lavorati con precisione.
La definizione di un programma di manutenzione preventiva documentato, con registrazioni di completamento firmate per ciascuna attività, è fortemente raccomandata per i produttori che operano secondo ISO 9001, IATF 16949 o quadri di gestione della qualità equivalenti. Una corretta manutenzione non solo prolunga la durata utile della macchina, ma garantisce anche che i parametri di processo registrati durante la validazione rimangano rappresentativi delle prestazioni effettive della macchina durante l'intero ciclo di vita della produzione.